回転バレル研磨機でコインを研磨する方法:初心者向けガイド

個人で硬貨(コイン)を材料として指輪やアクセサリー制作をしている方、そして個人店舗などでレジに使用する硬貨を衛生的で清潔感のある状態に保ちたい方を対象に、回転式バレル研磨機を使った洗浄および光沢仕上げの基本手順を解説します。
この記事では、過去に寄せられたご相談内容を踏まえた整理結果として、「汚れを落として清潔感のある光沢」を目指す場合に最適な道具と研磨媒体の使い分け、さらに初心者がつまずきやすいトラブルシューティングについても分かりやすくまとめました。
推奨する「バレル研磨機」「メディア」「コンパウンド」

コイン100枚程度をまとめて研磨する場合、以下の組み合わせをスターターセットとして推奨します。
基本セット
・小型回転バレル研磨機(HY19A相当品)
・ステンレス・スチールメディア(Amazon等で販売されている混合タイプ)
・NSピンクコンパウンド
Huanyuの小型回転バレル研磨機

従来モデル(左:HY-19A)(右:HY-19B)
コインや金属ジュエリーのバレル研磨を始める方に、まず候補として挙がるのがAmazonなどで販売されているHuanyuの小型回転バレル研磨機です。圧倒的なレビュー数の多さが示す通り、ジュエリー研磨用として現在最も多くのユーザーに選ばれている定番のエントリーモデルと言えます。












この機種の大きなメリットは、硬貨や貴金属の艶出しに最適な球状の金属メディアが標準で450g付属している点です。別途メディアを買い足すことなく、届いたその日からすぐにテスト研磨を始められるのは、初心者にとって非常に嬉しいポイントです。
本体はコンパクトな設計で、1回あたりに処理できる硬貨は目安として約100枚程度に限られますが、明治以降に流通した比較的新しい金属貨幣や、錆びの発生していない金属ジュエリーであれば、数時間ほどで酸化膜や汚れを除去し、美しい光沢を出すことが可能です。


研磨槽の容量自体はやや小ぶりですが、回転サイクルの速さでカバーできるため、ワークショップの準備等で大量に磨く場合でも十分実用的です。ちなみに、HYシリーズには中型(HY-19B)や大型(HY-19C)も販売されているので、一度に大量の硬貨を磨く頻度が高い場合は、最初から容量の大きなモデルを選ぶことをおすすめします。
ステンレスメディア(混合タイプ)

基本的に金属メディアは光沢仕上げ用で、材質にはスチール・ステンレス・銅などがあります。硬貨の研磨用途では、錆や色移りのリスクが少なく、錆びにくいステンレス製がおすすめです。

ただし、表面がフラットでないワークを効率的に美しく仕上げるためには、メディアの量だけでなく、形状にもこだわる必要があります。

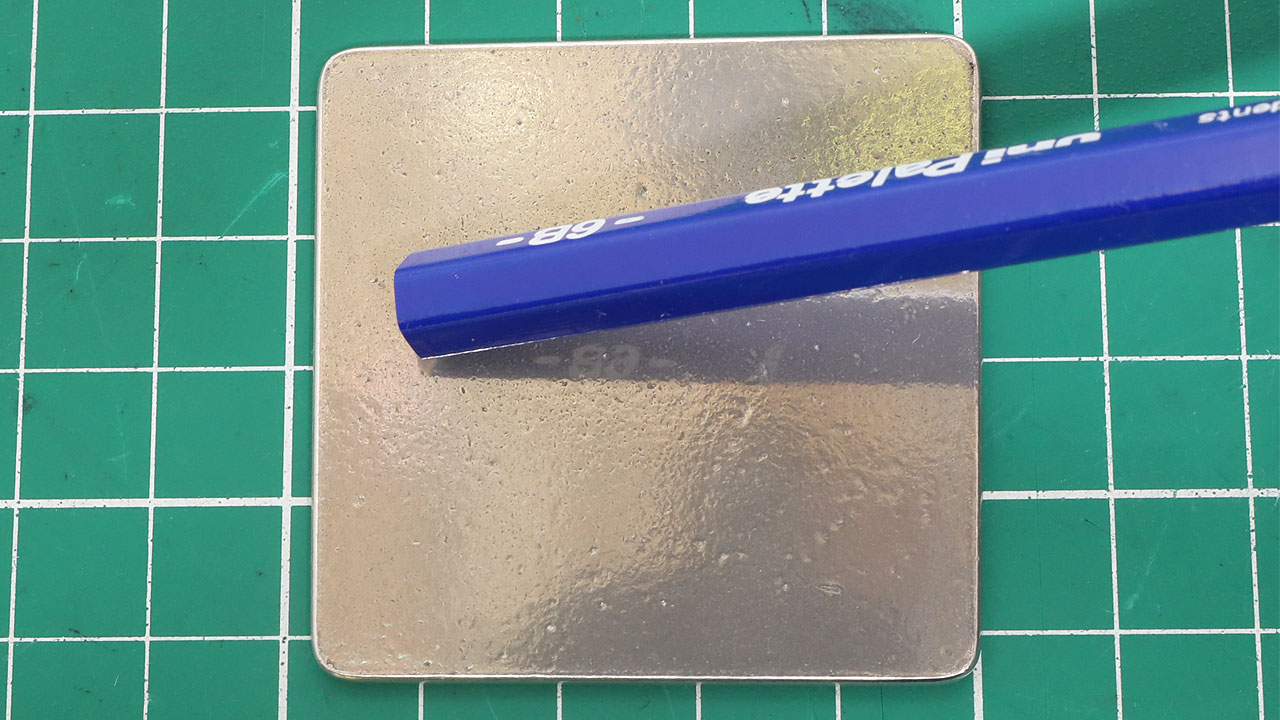
例えば、球状の金属メディアだけですと、写真の古銭の様にレリーフ(文字や絵柄の凸凹部分)にメディアが当たらないため、研磨ムラが発生してしまうからです。
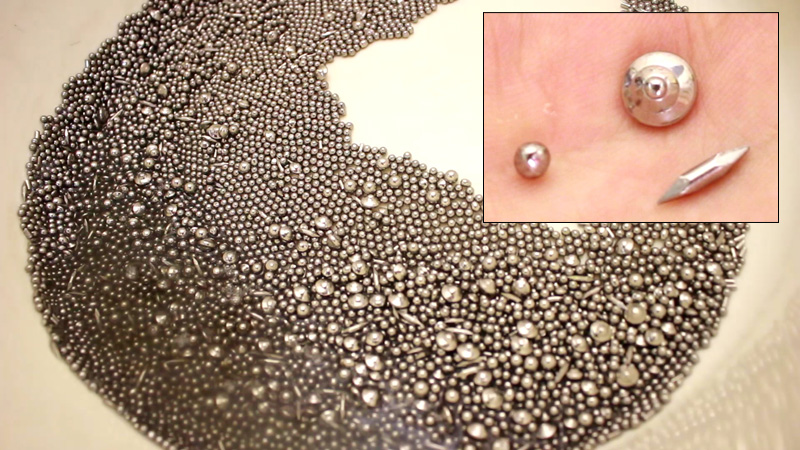
そのため、表面に凸凹がある硬貨やアクセサリーを磨く用途で金属メディアを追加購入する場合は、球形のみのメディアではなく、先端が尖ったピン形状など複数形状が組み合わさったミックスタイプを選ぶと効果的です。
様々な形状が入り込むことで、平面だけでなく、入り組んだ細部にもメディアが当たりやすくなり、細部までムラなく研磨できるという利点があるからです。













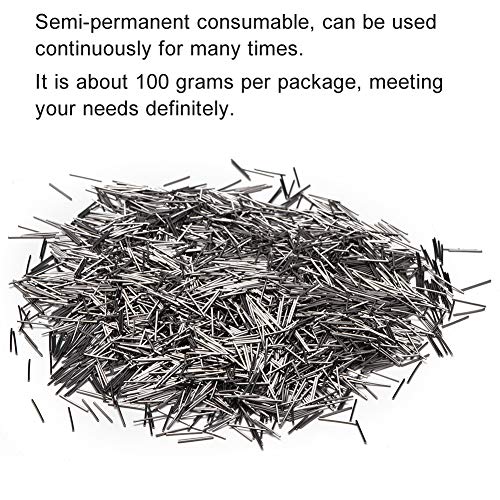
ミックスタイプのメディアでも磨けないような細部の場合、磁気バレル研磨機用のステンレスピンを混ぜることで、研磨ムラを改善することができます。
ステンレスピンは針のように細い形状のため、硬貨のデザインにもよりますが、比較的最近の硬貨であれば、ピンサイズ(Φ)は0.3mm以下のものがよいです。












ちなみに、燻しなどで黒く変色させたものを仕上用のセラミックメディア(球形)だけで磨くと、意図的に凹みや彫り込み部分だけ燻を残したヴィンテージ風な仕上げにもできます。
ピンクコンパウンド
| 洗浄作用 | 研磨石や工作物の表面から汚れを除去 |
| 緩衝作用 | 泡を発生させて激しい衝突を抑える |
| 潤滑作用 | ワークがメディア表面をスームズに滑る |
| 防錆作用 | 研磨中+研磨後の錆や変色を抑える |
| 水の軟化作用 | 使用する水を軟化させる |



バレル研磨用のコンパウンドはメディア・ワーク・水と一緒に投入する添加剤で、洗浄・潤滑・緩衝など複数の役割を担います。ワークに発生する打痕を抑えつつ表面の汚れを除去し、研磨効率を安定させることで、より均一で自然な光沢を得られるため、光沢度を重視する場合はバレル研磨用のコンパウンドを使用することを推奨します。

バレル研磨用のコンパウンドには数多くの種類があり、ワークの材質と目指す仕上がりに合致したものを選ばなければ、理想の光沢を得ることはできません。近年の硬貨の多くは銅の合金で作られているため、高い光沢仕上げを重視する場合には、銅に適したコンパウンドを使用することが不可欠になります。

私自身、当初はバレル研磨の老舗であるチップトン社の「GCP」「FX-06」や、宝飾工具大手のシーフォースが販売している「750」「950」といったコンパウンドを使用してきました。しかし、圧倒的な光沢度を求めた際、最終的に行き着いたのが野沢製作所で販売されている「NS ピンクコンパウンド」でした。
-
- 1円玉と同じアルミニウム100%
-

- 5円玉(黄銅/銅・亜鉛)

-

- 5円玉(青銅/銅・亜鉛・スズ)

-

- 5円玉(白銅/銅・ニッケル)

ピンクコンパウンドは銅合金だけでなく、ステンレス・鉄・鋼・アルミニウムでも美しい光沢仕上げを得ることができるので、硬貨やアクセサリーのバレル研磨において、ワンランク上の光沢仕上げを目指すのであれば、迷わず野沢製作所のピンクコンパウンドをおすすめします。
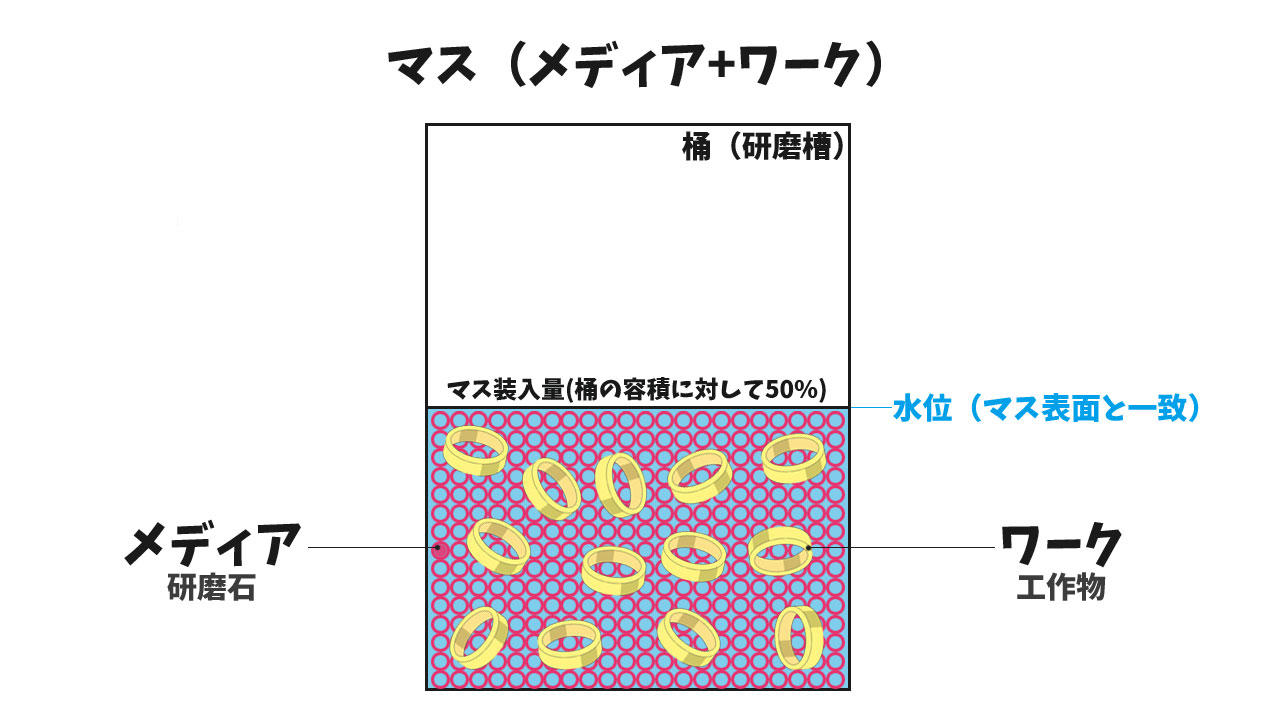
メディア・ワーク・水を入れる量
マス装入量(小型バレル研磨機+金属メディアの場合)
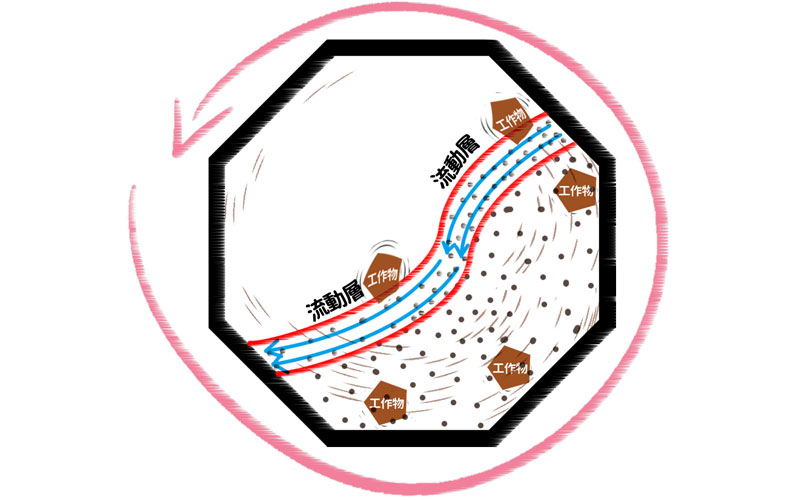
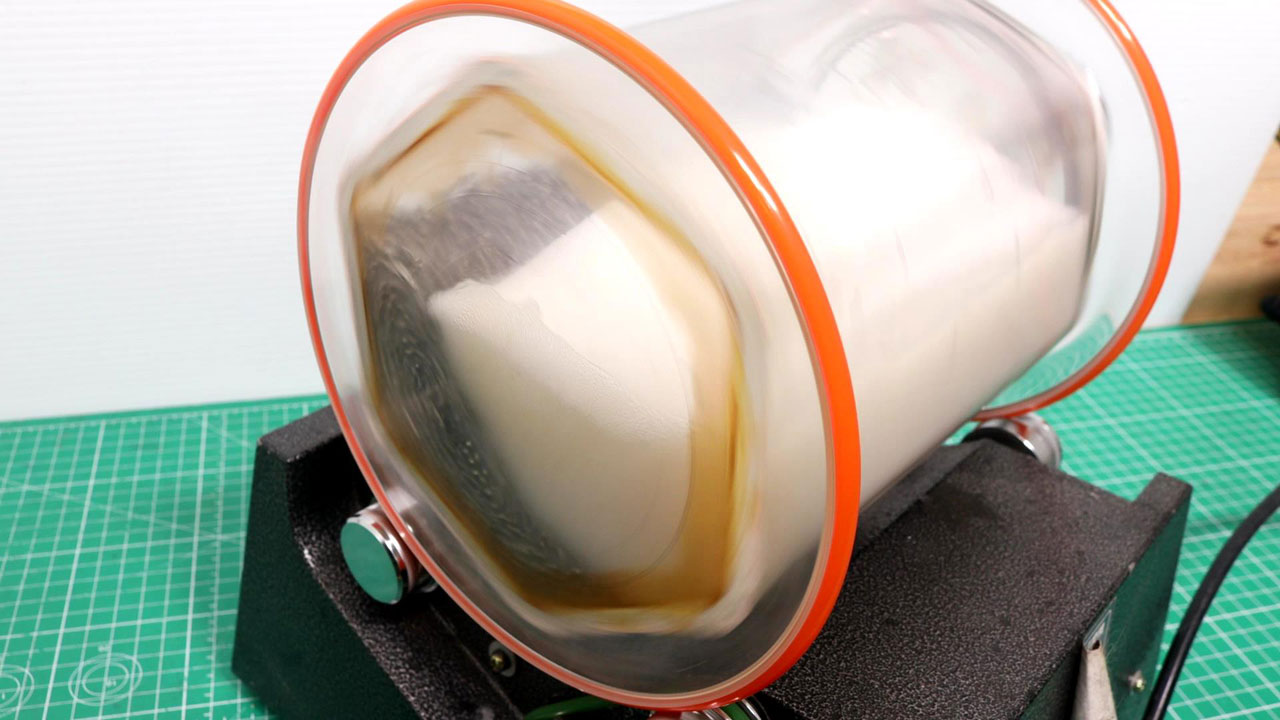
回転バレル研磨の研磨方法は流動層を利用して研磨を行います。バレル槽を縦方向に回転させると、内部のマス(ワーク+メディアの混合物)が持ち上げられ、表層部で滑り落ちる現象が起きます。この滑りが発生している流動層をワークがメディアと一緒に滑り落ちながら擦れ合うことで研磨されていきます。
セラミックメディアやプラスチックメディアを使う回転バレル研磨のセオリーでは、バレル槽の容積に対してマス装入量を50~60%にするのが最も研磨効率が良いとされています。これは、マス装入量が50%~60%のときに、先述したワークが研磨される領域である流動層が一番長く形成されるためです。

しかし、ジュエリー用の小型バレル研磨機で金属メディアを使用する場合、このセオリーは当てはまりません。金属メディアはセラミックメディアに比べると比重が大きいため、容積の50%まで装入すると総重量が過大となり、モーターへの負荷増大やローラーガイドとバレル槽の摩擦不足による空転(スリップ)を引き起こし、正常に回転しなくなるからです。
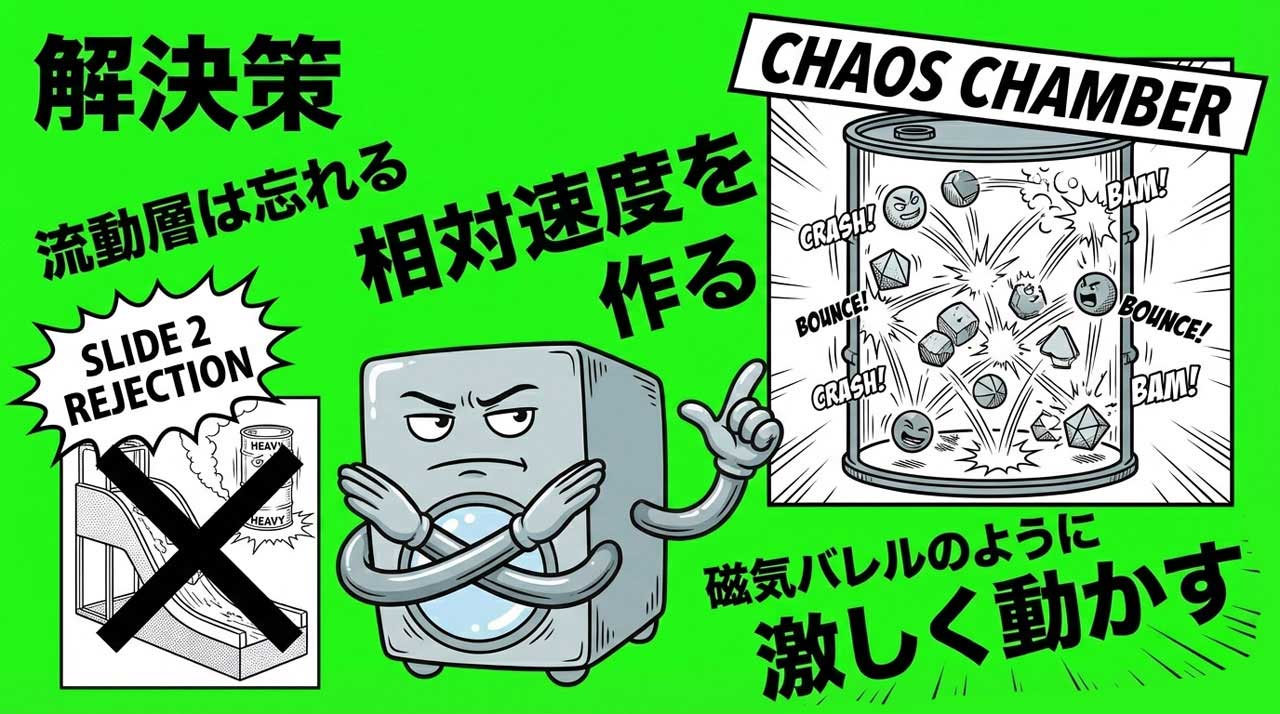
そのため、金属メディアでバレル研磨を行う場合は、先述した流動層を利用した研磨法ではなく、磁気バレル研磨機の様に激しく動くメディアとの間に相対速度(速度の差)を作り、摩擦・微小衝突で研磨を行います。
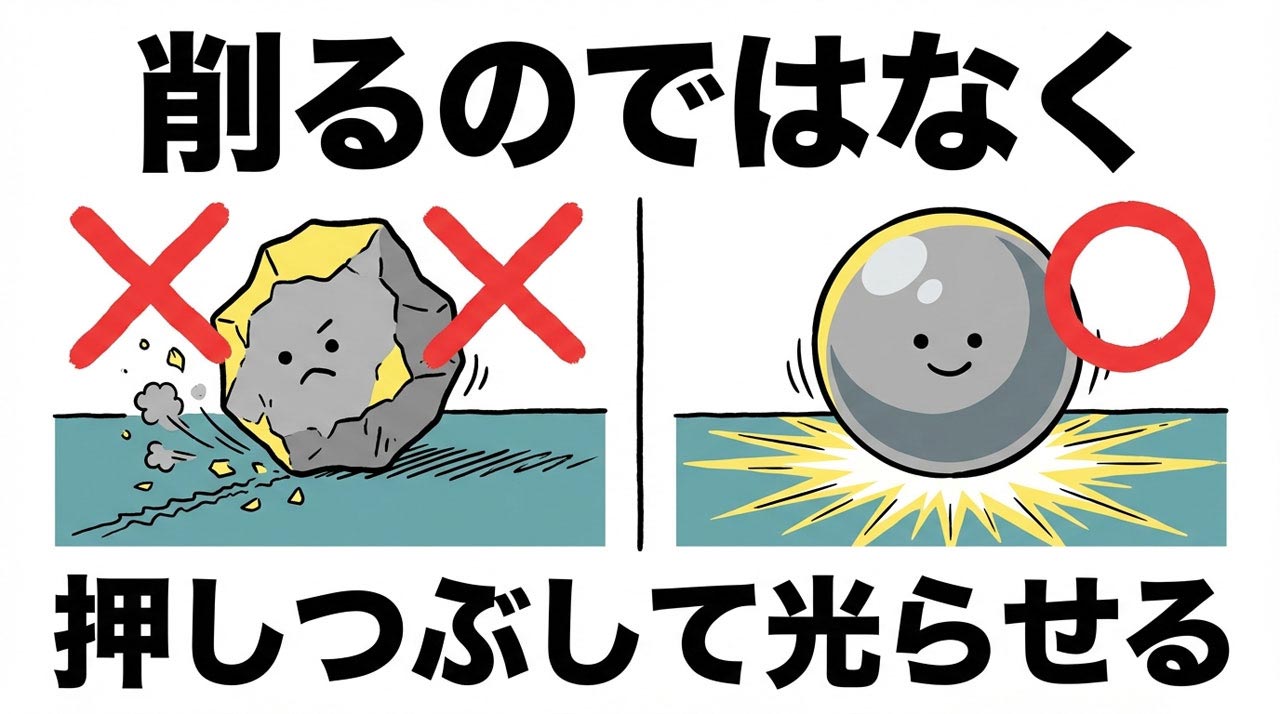
ジュエリー専用のバレル研磨機が他の回転バレル研磨機より高速で回転するのは、研磨石で表面を削り取る切削とは異なり、金属ボールなどの圧力と摩擦で表面を押しつぶして光沢を出すバーニッシングの効果を最大限に引き出すための設計になっているからだと考えられます。
金属メディアを入れる量の目安
金属メディアを使ってバーニッシングで硬貨やアクセサリーを磨く場合、金属メディアを入れる量はバレル槽の容積に対して1/4〜1/3程度にすると、先述した重量負荷による空転を避けることができます。
ただし、標準付属の研磨ボール(450g)だけではこの量に届かないうえ、ワークの量が多いと研磨効率が低下したり、ワーク同士がぶつかって傷がつきやすくなります。そのため、一度に磨きたいワークの量が容器の容積に対して1/4低度になる場合は、追加で金属メディアを購入することをおすすめします。
ワークを入れる量の目安

ワーク(硬貨やアクセサリー)を入れる量は、バレル槽の容積に対して1/10〜1/4(上限1/4)低度を目安にすると、メディア同士やコインとの当たりが均一になり、効率的な光沢仕上げが可能となります。ワークの量がこれより多くなると打痕がつきやすくなります。
水を入れる量の目安

水量はバレル槽の容積に対して1/2程度、またはマス面に一致させます。
ただし、マス装入量が少ない状態でマス面に一致させると、動画の様にマスが固まって表層部に流動が発生しにくくなり、バレル槽が正常に回らずに空転が発生することがあります。その場合、水量を増やすことでマス表層部の流動が促され、バレル槽がスムーズに回転するようになります。
よくあるトラブルと解決策
バレル槽が重すぎて回転が止まる(スリップする)場合の対処法
金属メディアは他のメディアに比べて比重が高いため、マス装入量が多くなると、バレル槽のゴム製バンドとローラーガイドの間の摩擦力が負荷に負けて空転が発生することがあります。
水量を増やしても改善しない場合は、バンドとローラーガイドを脱脂することで空転が起きにくくなりますが、アルコールでの脱脂は手間がかかります。
そこで、回転しているローラーやバンドに消しゴムを軽く当てて表面を脱脂すると、簡単にグリップ力が回復し空転を抑えることができます。

恒久的な対策としては、4箇所のドライブローラー表面にニトムズの自己融着テープを巻くことで、面倒な脱脂をせずともバレル槽を確実にグリップし回転させることができます。テープの表面がゴムのようになっているので、中身が重たくて回りにくいときでも、ローラーがバレル槽をしっかりつかまえて離しません(ビニテでも大丈夫かも?)。














コンパウンドの効果が低下する対処法

硬貨は一見綺麗に見えても手垢や油分でかなり汚れています。すべてのワークやメディアに言えることですが、見た目は綺麗でも使用済みのものは汚れや油分を含んでいるため、コンパウンドの効果が落ちてしまうことがあります。
事前の脱脂洗浄

そのため、バレル研磨の仕上がりをより美しくするためには、事前の下準備(洗浄)が非常に重要になります。いきなり本番の研磨工程に入るのではなく、まずはバレル研磨機そのものを活用して、メディアやワークの洗浄を行うのが効果的です。
具体的には、研磨槽に使用するメディア、磨きたいワーク、そして、水と洗浄効果のあるバレル研磨用コンパウンドを投入し、30分から1時間ほど時間をかけて表面の汚れや油分を洗い落とします 。この工程では、ワークに過度な衝撃を与えず丁寧に汚れを浮き上がらせる必要があるため、回転速度は「低速モード」に設定してゆっくりと回します。

ピンクコンパウンドにも洗浄成分が配合されているため、洗浄用コンパウンドの代わりに使用しても問題ありません。しかし、汚れが酷いワークを洗浄する場合は、粉末タイプのコンパウンド(GCP/FX-06)のほうが洗浄効果が高いと感じました。長時間研磨して水がどす黒くなっても、ワークが変色したり、汚れがワークへ再付着しにくいためです。
ただし、洗浄の工程では洗浄用のコンパウンドを使わなくても、界面活性剤が入っている食器用洗剤や洗濯洗剤でも代用できるので、予算を抑えたい場合は家庭用洗剤を利用するのがおすすめです。洗濯用洗剤のほうが洗浄力は高いですが、アルカリ性によってワークの素材が変色したりダメージを受ける場合は、中性の食器用洗剤を使用したほうが無難です。
金属メディアの錆びを抑える対処法

スチールメディアやステンレスメディアがすぐに錆びるという批判レビューが散見されますが、適切な管理で防ぐことができます。金属メディアは「ステンレス」「スチール」「銅」が販売されています。赤錆が発生しやすいメディアは、酸化しやすいスチールやクロム量が少ないステンレスの可能性が高いです。
使用後の保管方法
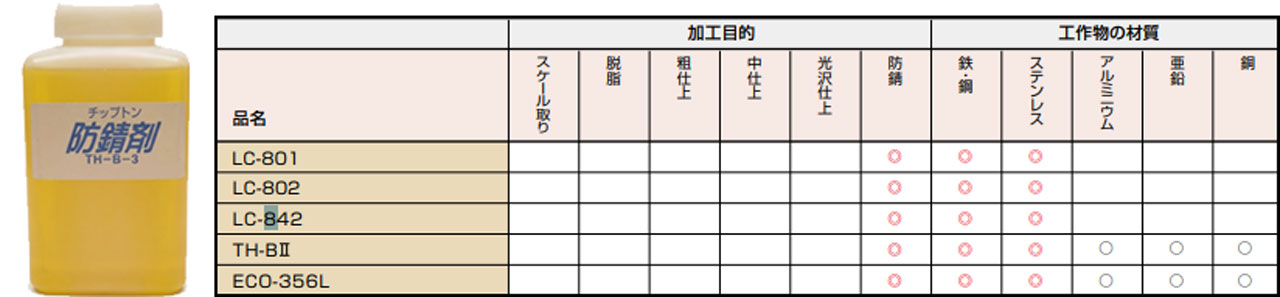
ステンレスやスチール製のメディアの錆びを抑えて保管する場合は、防錆剤に浸け置きします。チップトン社がバレル研磨用の防錆剤を販売しており、一時防錆剤や中長期防錆剤が用意されています。

コストを抑えたかった私は、コンクリート内の鉄筋が強アルカリ環境によって不動態皮膜を形成し錆びにくくなる原理を応用し、防錆剤の代わりに家庭用のアルカリ性洗濯洗剤を使用しています。具体的な手順は以下のとおりです。
使用後のメディアが入ったバレル槽に水とアルカリ性の洗濯洗剤を大さじ1~2杯ほど加えて、20〜30分ほどバレル洗浄を行います。その後、バレル槽内の汚水をすべて排出し、メディアの上端が水面下に入る程度まで水を入れ直してから、再び大さじ1杯のアルカリ性洗濯洗剤を加えて浸け置きします。
このときの水のpHは12~13のアルカリ性に傾きます。鉄は酸素や酸性物質などに触れると酸化し、表面がボロボロになる腐食や赤茶色の錆が発生しますが、洗濯洗剤をいれた水の環境化でもアルカリに溶けにくい性質を持つ皮膜が形成されるのか、金属メディアは錆びにくくなります。
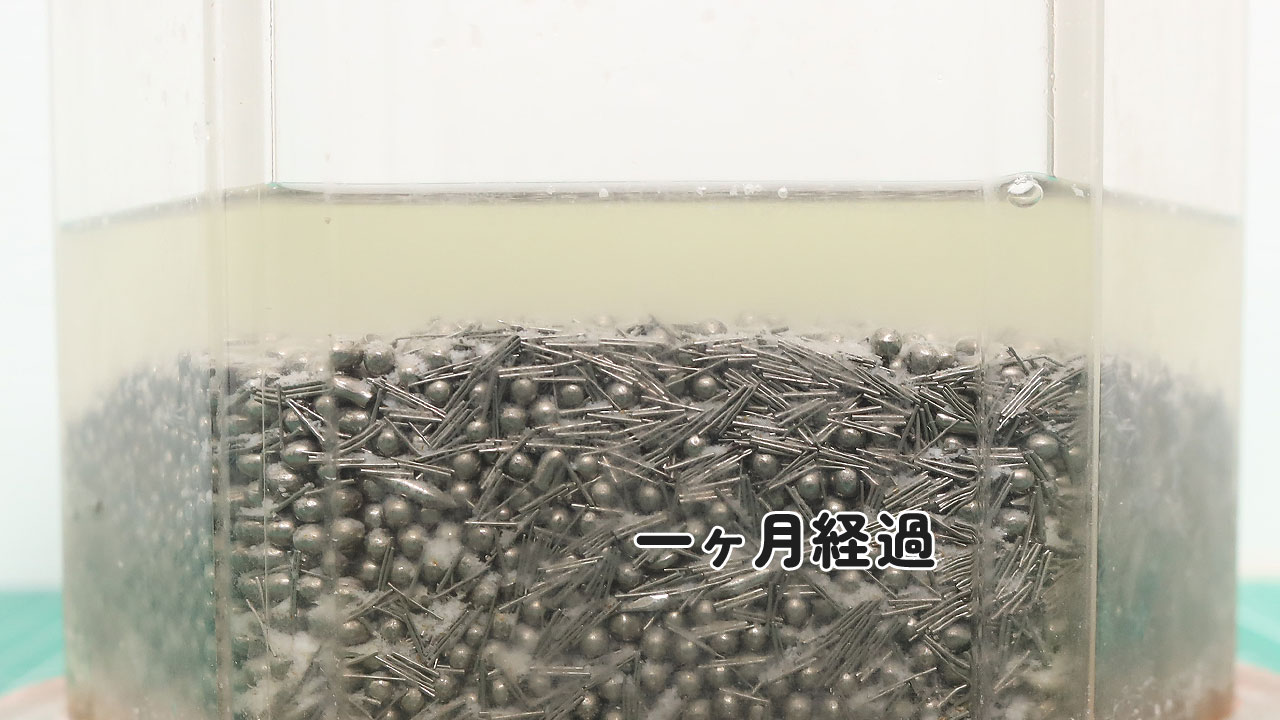
実際の検証では、スチールとステンレスを混ぜた金属メディアは2か月間錆びませんでした。その後については観察を継続していませんが、取り出した時点でも錆が発生する様子はなく、まだ錆びにくい状態が持続する感じがしました。
長期間使わない場合

アルカリ性の水で防錆し続けることはできないので、長期間メディアを使わない場合は、洗浄後にしっかりと乾燥させ、酸化しにくい油(椿油やミシン油など)や防錆スプレーを塗布して保管します。
この洗浄や保管をすると、仮に錆びたとしても表面が赤くなるだけで、内部まで侵食せず使い続けることができます。表面に発生した錆は、共摺り(メディアだけをバレル槽に投入して研磨)すれば簡単に除去できます。
コインが壁面に張り付く(偏研磨を防ぐ対処法)

硬貨のようなフラットなワーク(工作物)は、バレル槽の内壁に張り付きやすく、偏研磨(片面だけが磨かれてしまう状態)されることがあります。
その対策として、丸く切り抜いたアクリル板をアクリル接着剤(アクリルサンデー)で溶着したところ解決しました。硬貨の場合は特にバレル槽の蓋や底に張り付きやすいため、アクリル板を蓋側と底側の両方に取り付けると効果的です。

アクリルを切り抜くレーザー彫刻機がない場合、レーザー加工で出た端材を販売している人から購入したり、アクリル製のボタンで代用できると思います。
ワークにつく傷や打痕を抑える対処法

Huanyuのバレル研磨機は、貴金属のバニッシング用(メディアで金属表面を押しならして光沢を出す)のためなのか、回転スピードが異常に速い仕様になっています。そのため、ワークの素材の硬度が低いアルミニウム・銅・銀・金などは傷や打痕が発生しやすくなります。












回転速度を一番低速にしても硬貨や指輪同士が衝突して目立つ傷が入る場合、電圧を調整できるスピードコントローラーを介してコンセントから電源をとり、さらにバレル槽の回転速度を落とすことで、不和・衝突をやわらげワーク表面へのダメージを抑えることができます。

排水時にステンレスピンが流れてしまう対処法

ステンレスピンを混ぜて使用する場合、換水する作業で軽いピンが水と一緒に流れ出てしまうことがあります。そのため、5cmほどのバー型のネオジム磁石を排出口に固定(固定ネジに引っ付けておく)して水を流すことで、ピンが流れ出るのを防ぐことができます。
















大容量バレル槽が必要になる可能性
将来的に一度に研磨する量が増えたり、大きめのアクセサリーを扱う可能性がある場合には、ジュエリー用の小型バレル研磨機よりも、2本の丸いパイプ(ローラー)の上でバレル槽を回転させるタイプのバレル研磨機がおすすめです。

このタイプのメリットは、様々なサイズのバレル槽を自由に載せ替えて使えることにあります。市販されているバレル研磨機用のバレル槽は、小容量から大容量まで単品で販売されているため、1台の本体があれば、用途に応じて複数サイズのバレル槽を使い回すことが可能です。

















コメント
有りえないくらいの、丁寧な回答や説明ありがとうございました。
大容量のキカイヤさんのバレル研磨機も魅力的ですが
とりあえず、コストも抑えたいことや、中の動きが見えることが勉強にもなると思い
10000円程度の研磨機でスタートしようと思います。
何度も繰り返し見させて頂くように
全部スクリーンショットさせていただきました。
また、その後使ってみてから質問させていただきたいことが
必ず出てくると思いますので
厚かましいですが、またよろしくお願いします
コメントありがとうございます。
こちらこそ、ご質問にお答えできてよかったですし、少しでもお役に立てていれば何よりです。
わからないことや気になることがあれば、いつでも気軽にコメントしてください。