
透過率測定器によるバレル研磨機の効果検証
不透明色はごまかしやすい

バレル研磨機は、金属・天然石・樹脂素材などの表面仕上げやバリ取りに使用されます。これらの素材が不透明色の場合、光沢(鏡面ではない)のある仕上げにすると、小さな傷が目立たなくなります。光沢のある表面では、光が多方向に乱反射しているため、不規則に反射する光によって、小さな傷が残っていても視覚的に溶け込むからです。
透明色はごまかせない

一方、透明色のアクリル、ガラス、天然石の場合、後工程で消せない傷が残ったまま次の工程に進むと、最終的には表面の曇りが目立つことになります。光が通り抜ける透明な素材の場合、表面に傷があると、その部分で光が正常に透過しなくなります。傷や微細な凹凸は光を散乱させ、これが曇りとして視認されます。
透明度を数値化できる透過率測定器

このような状況を踏まえ、透明色の素材において最適な表面仕上げの実施日数や研磨剤の量を特定するために、透過率測定器が役立つのではないかと検証を行ってみました。本来は表面粗さ測定機という機器が使用されるようですが、高額なので手がだせませんでした。
















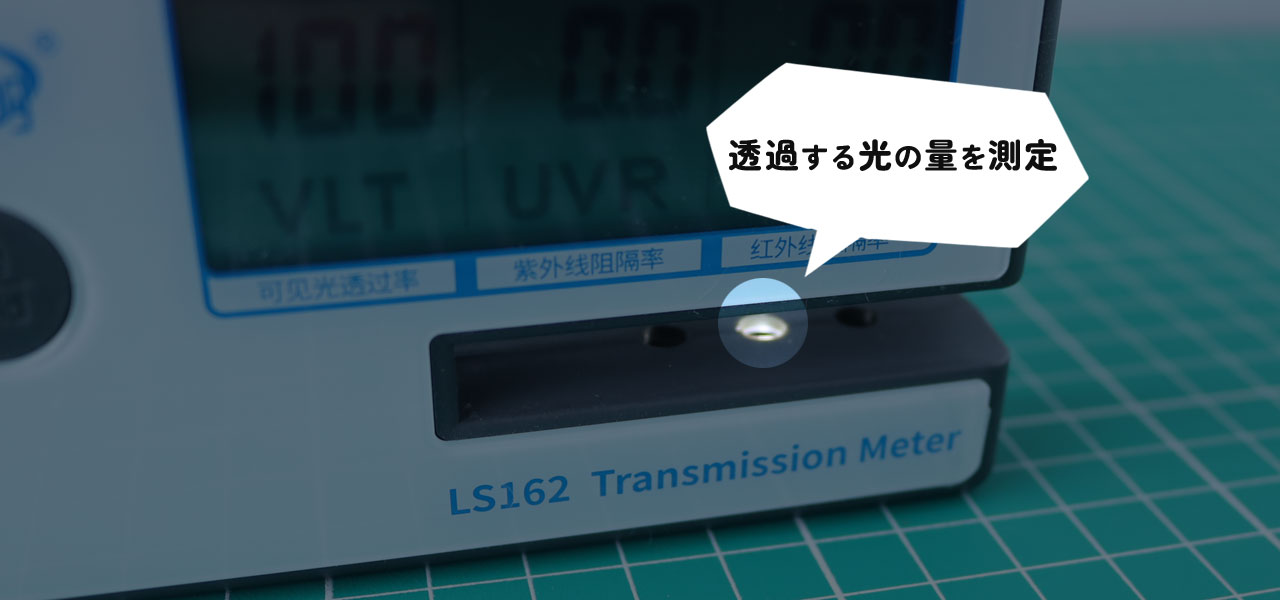
透過率測定器は、物質が光をどれだけ透過させるかを測定する機器です。光源から放出された光が試料を通過した後、どれだけの光が残っているかを計測します。透過率は透過する光の量と元の光の量の比率で示され、パーセンテージ(%)で表されます。
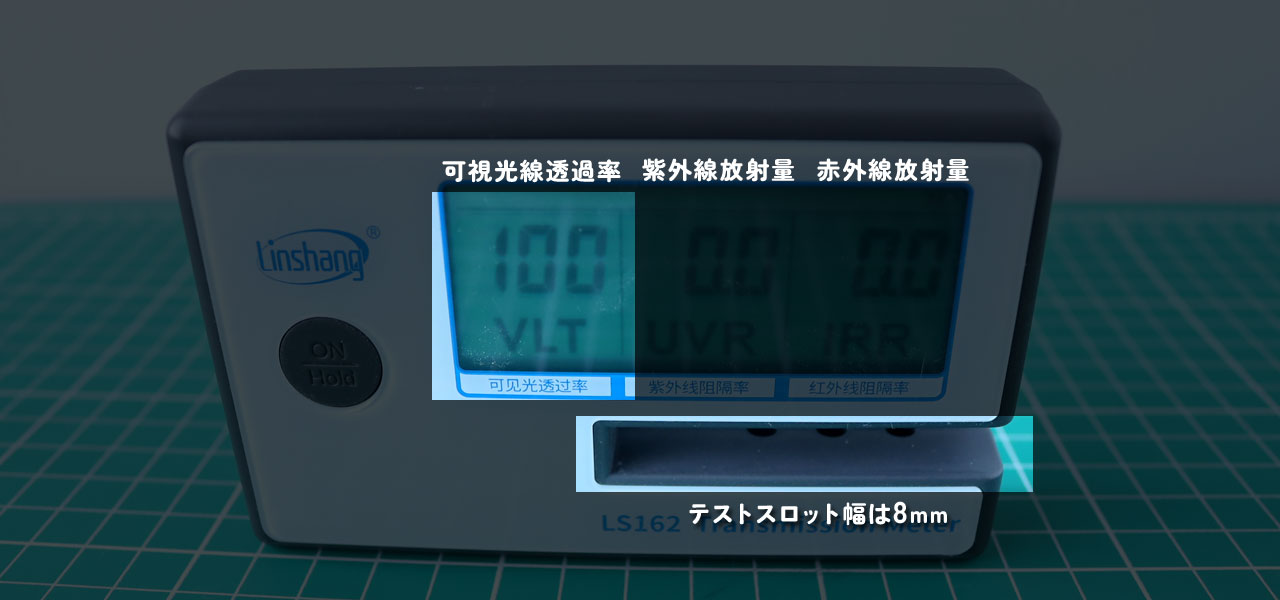
わたしが購入したものは最大8cmの厚さの素材を測定することができ、ガラスの様な薄い素材の可視光線透過率(VLT)、紫外線放射量(UVR)、赤外線放射量(IRR)を測定することができます。可視光線透過率は、光をどれだけ通過させるかを割合を示しているので、数値が高いほど透明度が高いということになります。
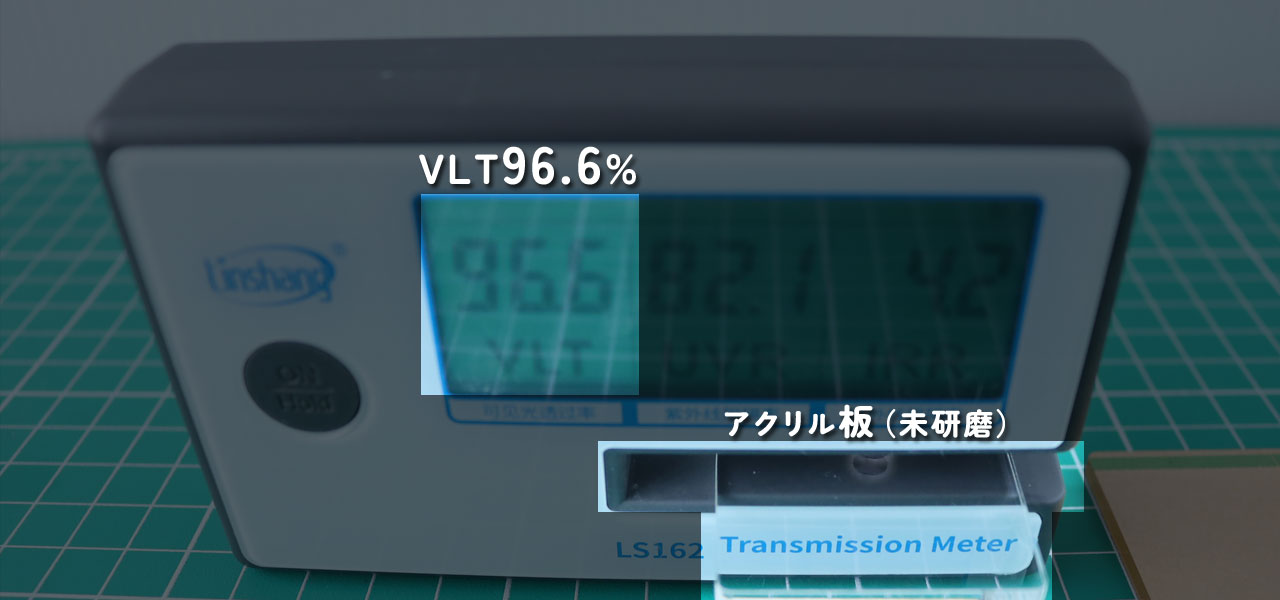
今回検証に使用する保護シートを剥がしたばかりの未研磨のアクリル板のVLT(可視光線透過率)は96.6%でした。他の会社のアクリル板は100%の透過率を示したため、この会社のアクリル板は若干の透過率の低下が観察されます。このことから、透過率測定器は素材の品質差を識別するのにも役立つツールだと思いました。
検証データ(ホワイトアルミナ#1,200)
| 本機 | KIKAIYA 15LB |
| バレル槽 | Ø104×110(mm) |
| ワーク | アクリル 40×40×3(mm) |
| メディア1 | CRP 光沢仕上用 セラミックメディア 円筒形アングルカット Ø6×11(mm) |
| メディア2 | LC 仕上用 セラミックメディア 円筒形 ストレートカット Ø2×8(mm) |
| 研磨材 | FUJIMI 白色アルミナ(WA) #1,200 大さじ1 |
| マス量 | 50% |
| 水量 | マス面一致 |
| 回転速度 | MAX |
| 実施日数 | 透過率(VLT) | スキャン画像 |
| 未研磨 | 96.6% | 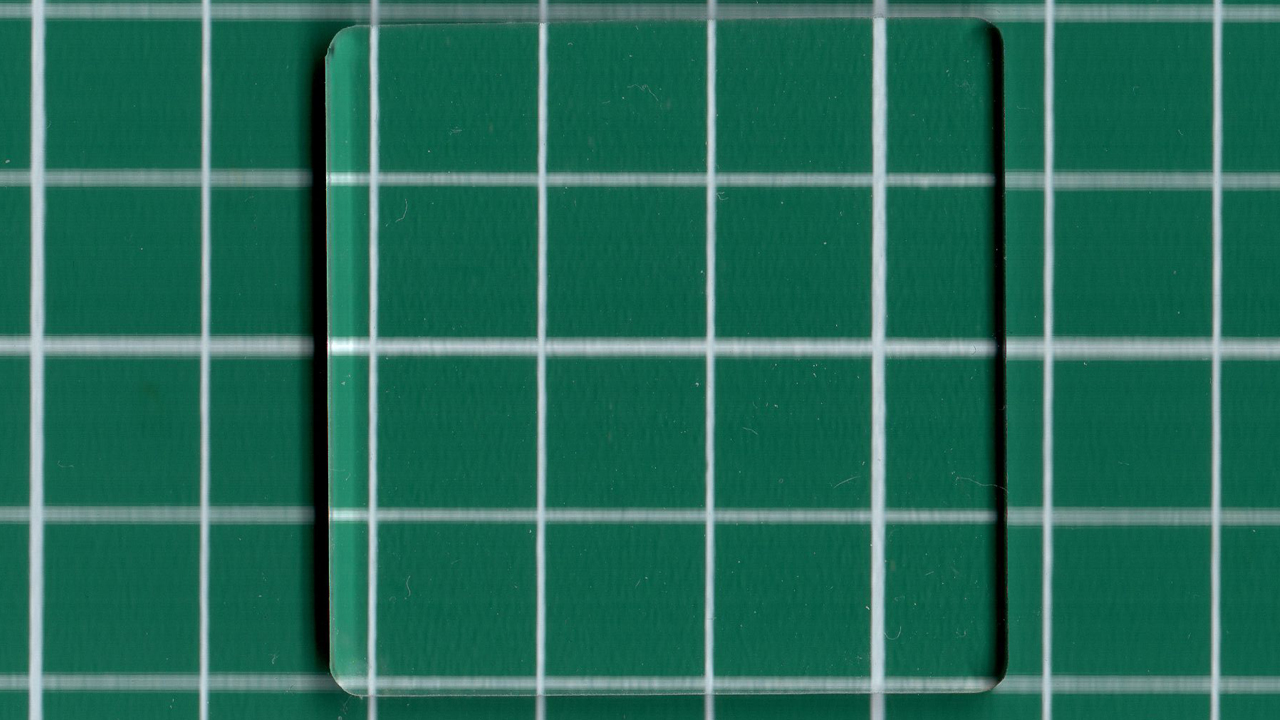 |
| 1日目 | 22% | 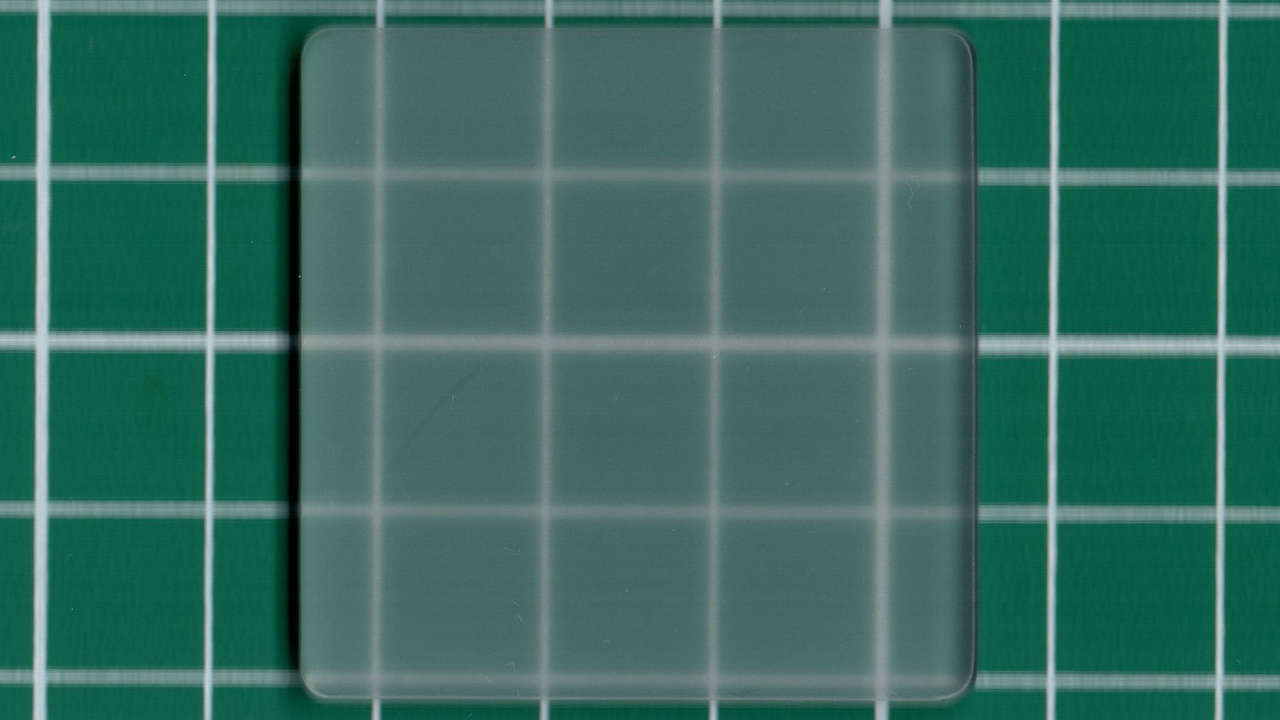 |
| 2日目※1 | 33~41% | 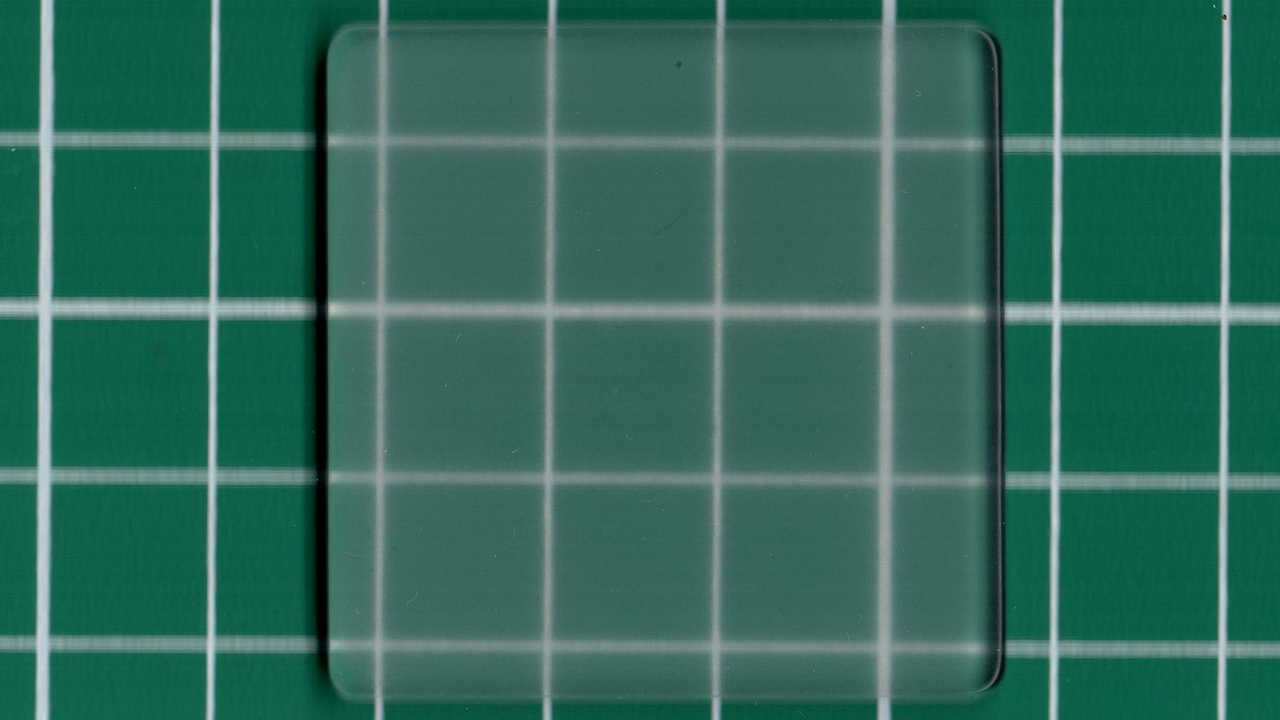 |
| 3日目 | 44~50% | 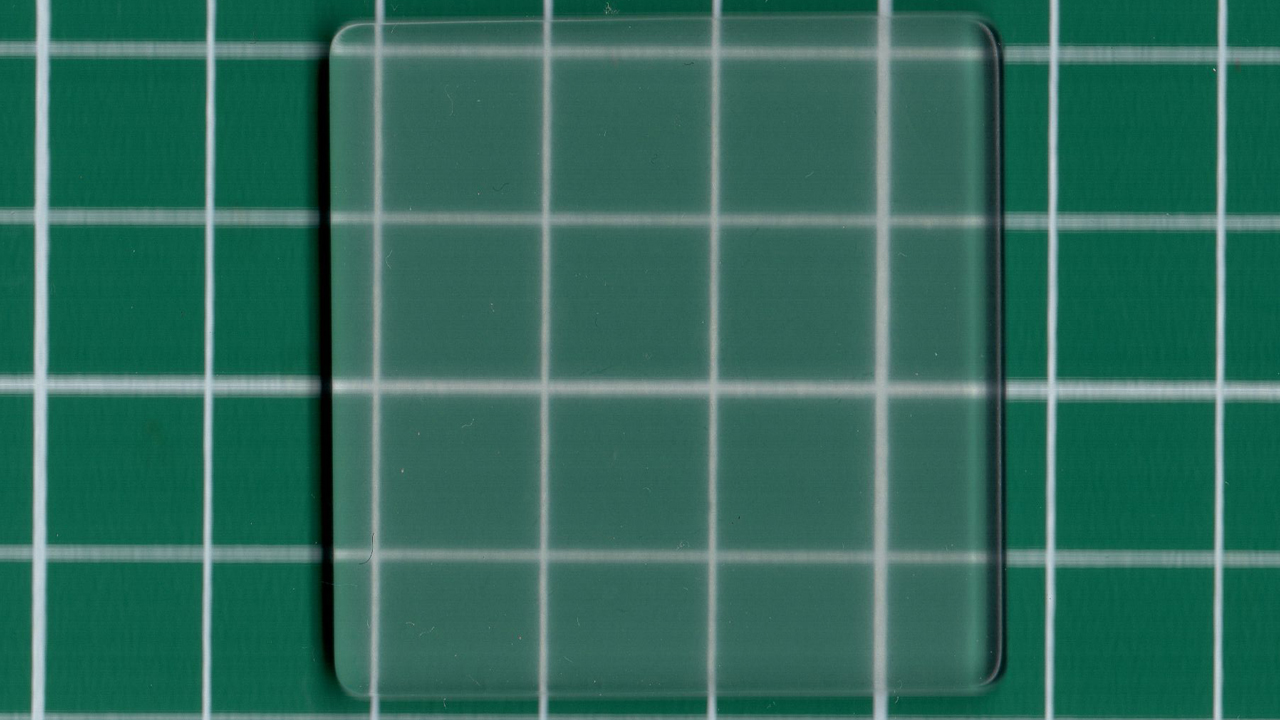 |
| 4日目 | 54~60% | 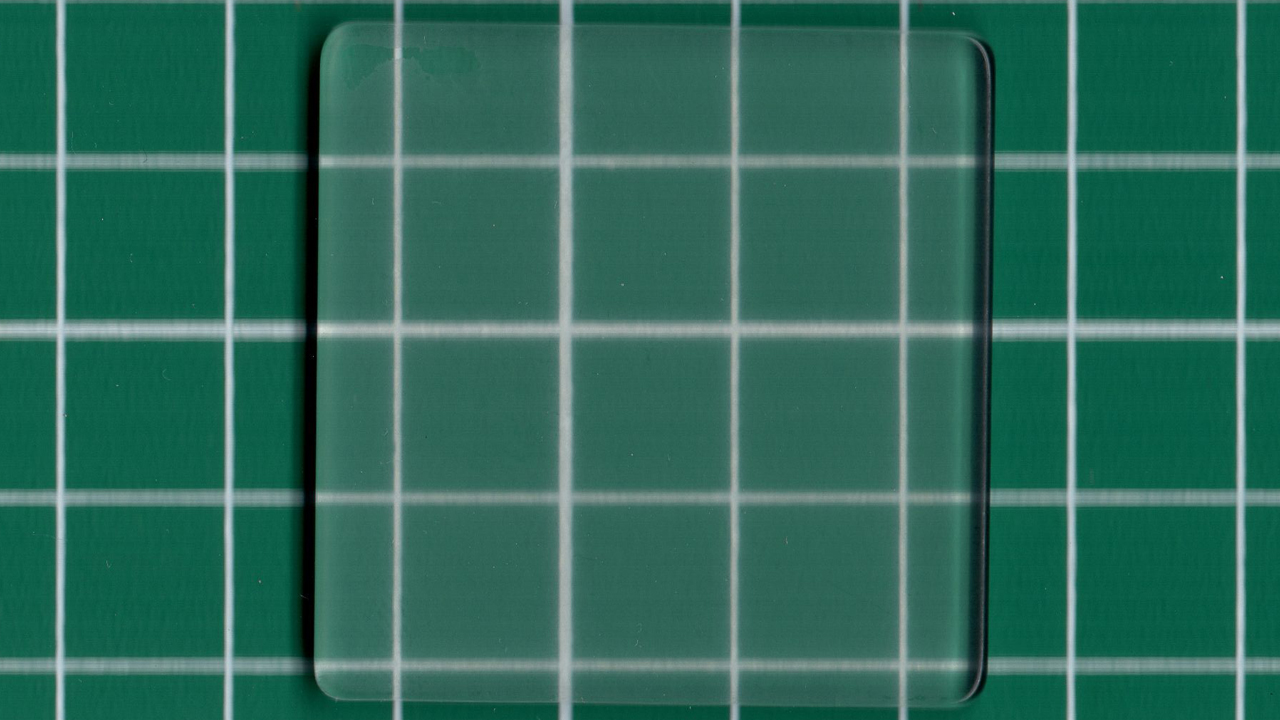 |
| 5日目 | 67~70% | 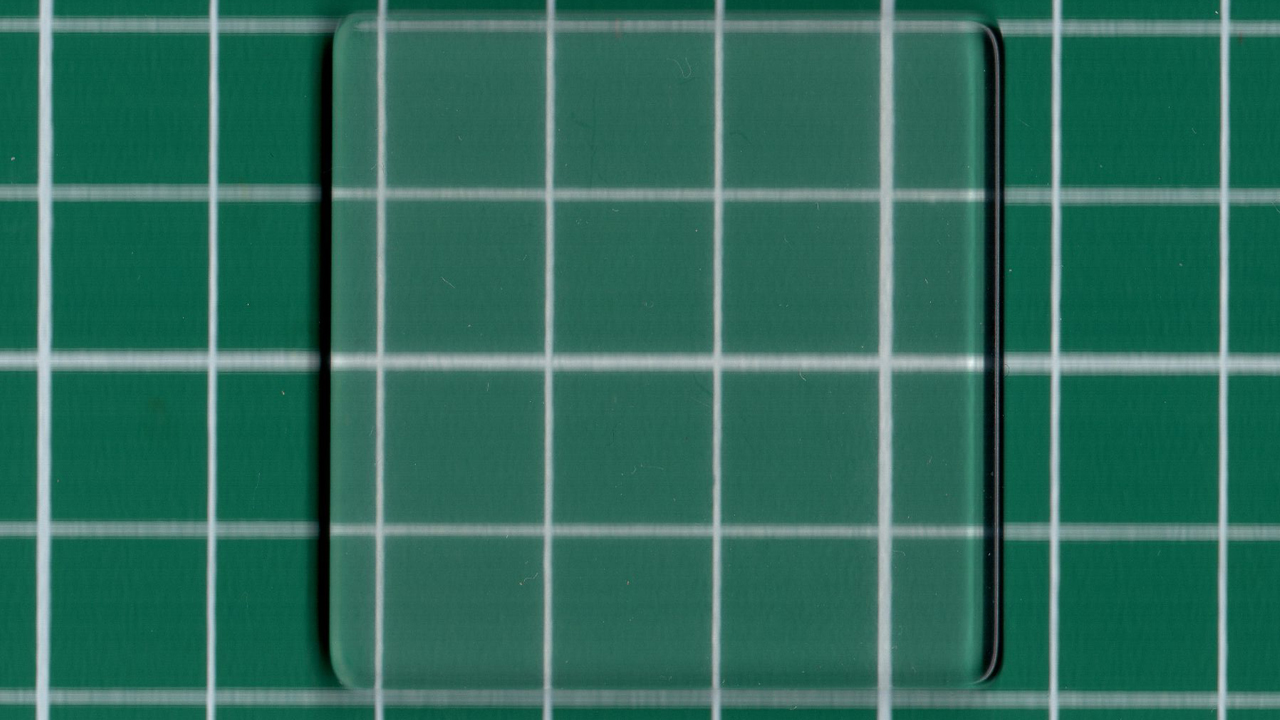 |
| 6日目 | 74~81% | 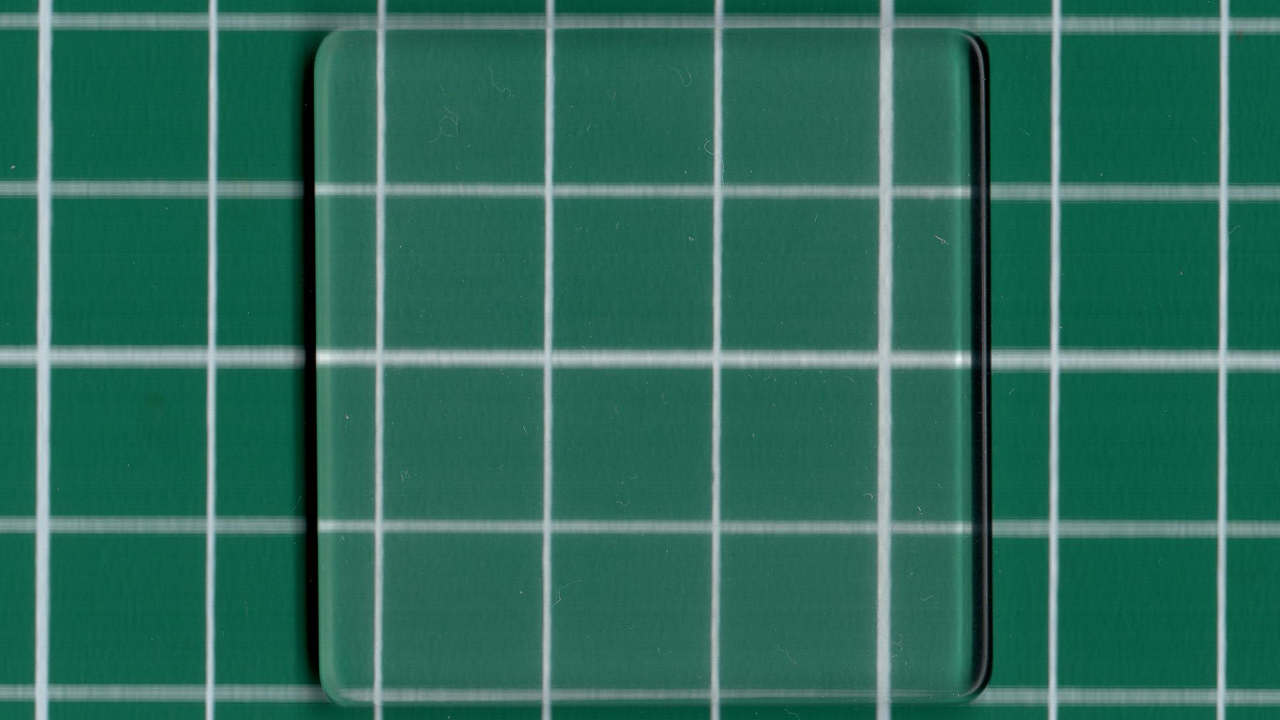 |
| 7日目 | 80~89% |  |
| 8日目 | 88~90% | 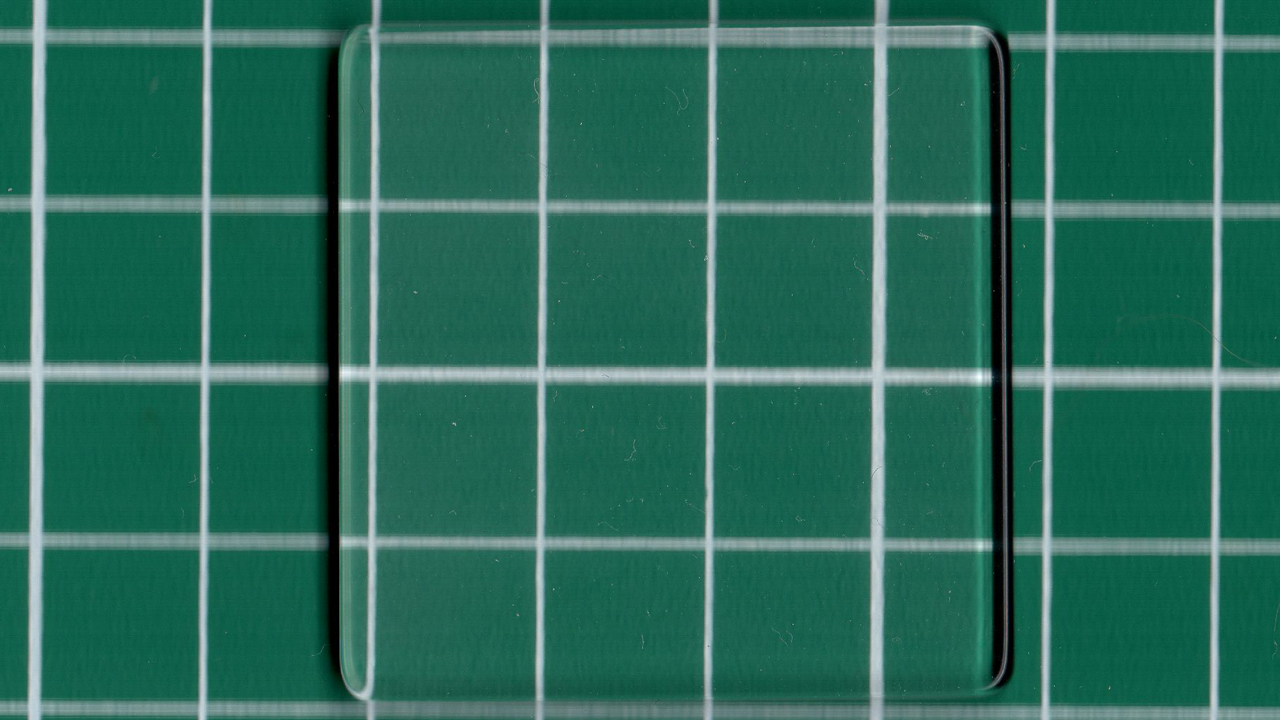 |
| 9日目※2 | 81~87% | 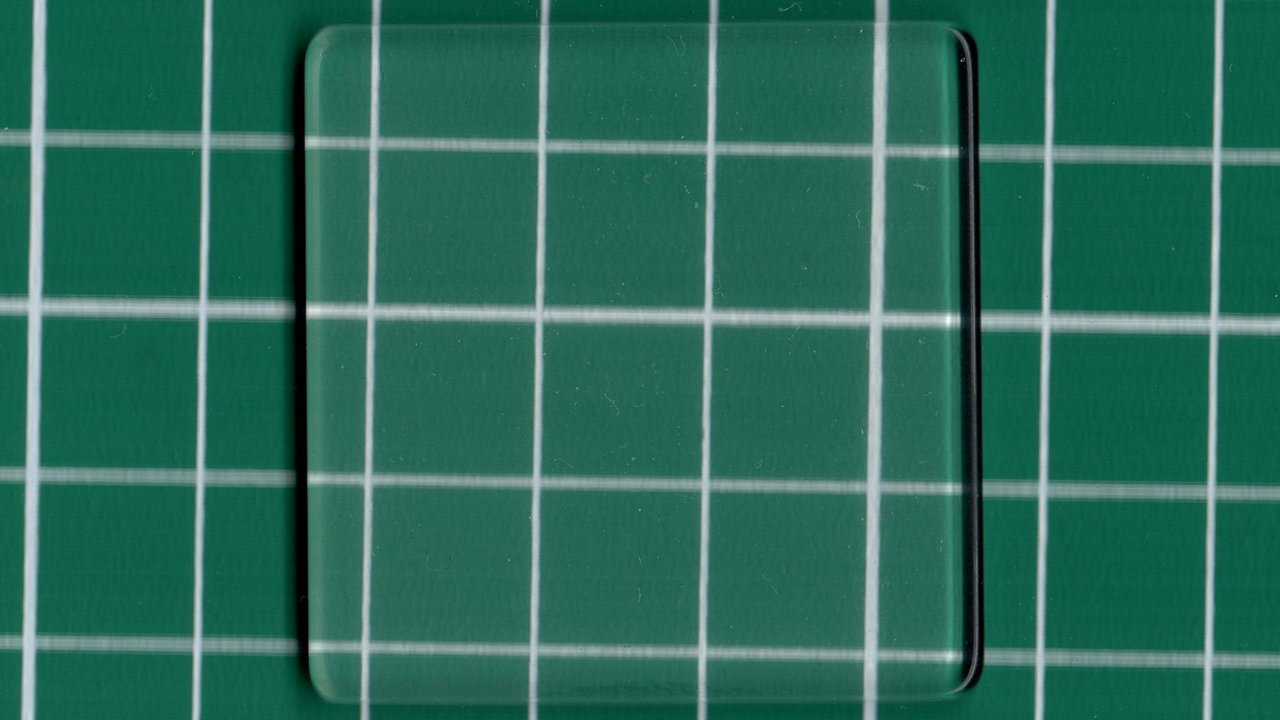 |
| 10日目 | 83~88% |  |
| 11日目 | 86~88% |  |
| 12日目 | 87~91% |  |
| 13日目 | 92~93% |  |
| 14日目 | 89~90% | 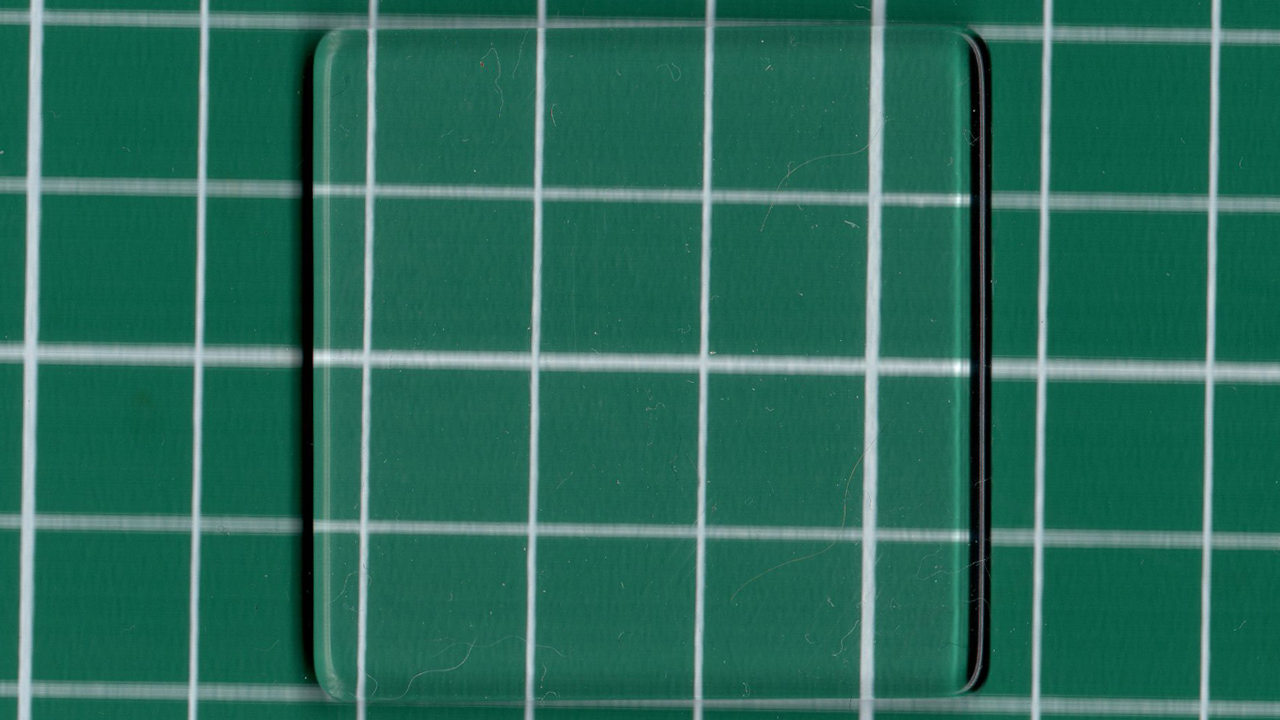 |
| 15日目※3 | 90~91% | 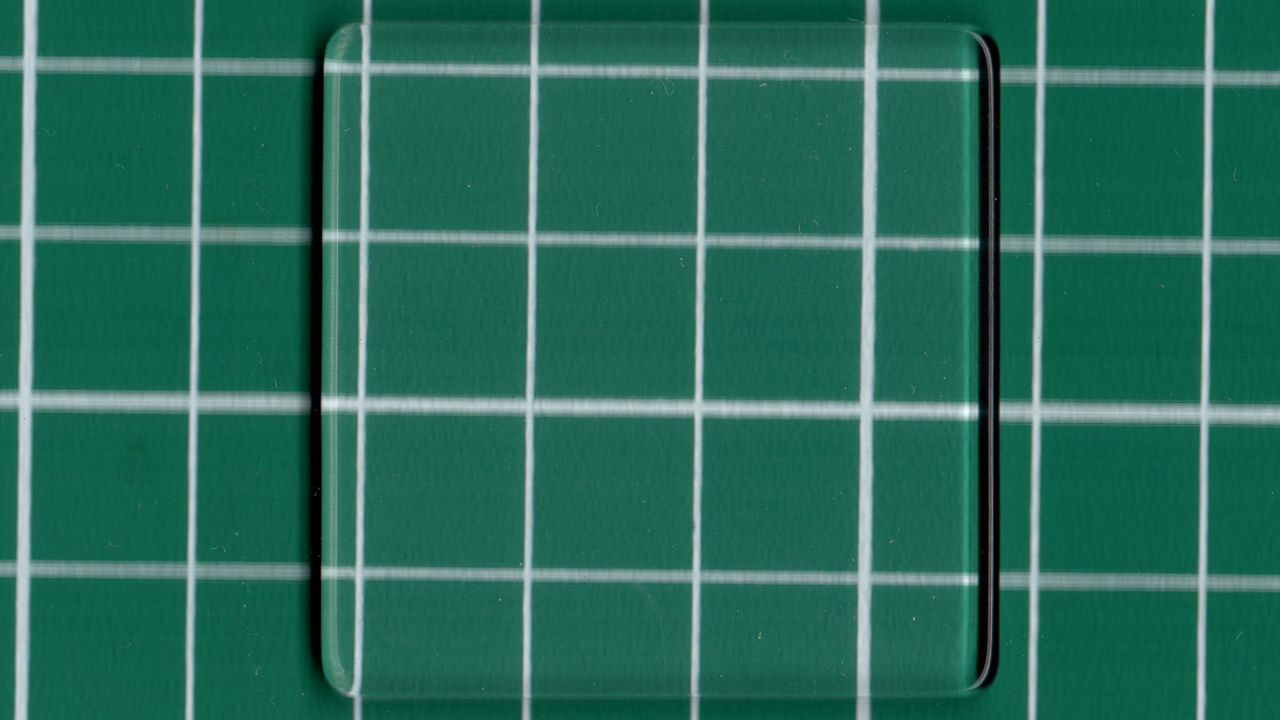 |
| 16日目 | 90~92% |  |
| 17日目 | 92~94% | 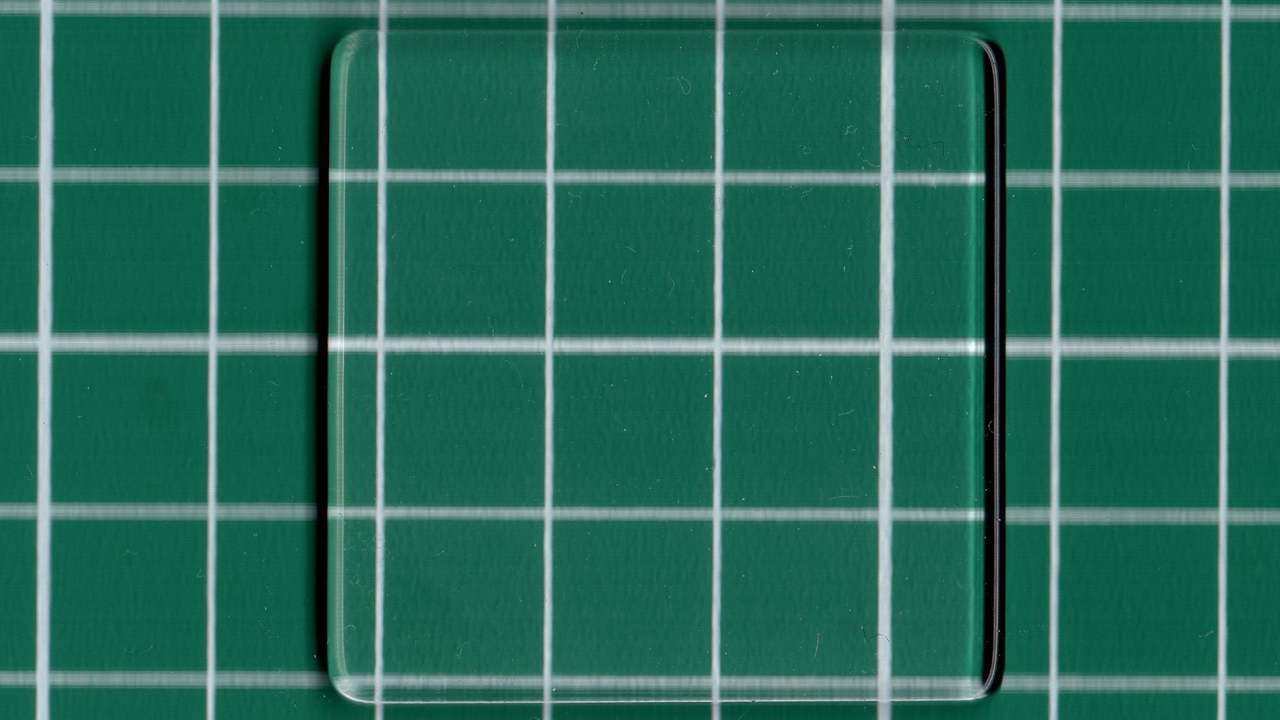 |
| 18日目 | 94~95% | 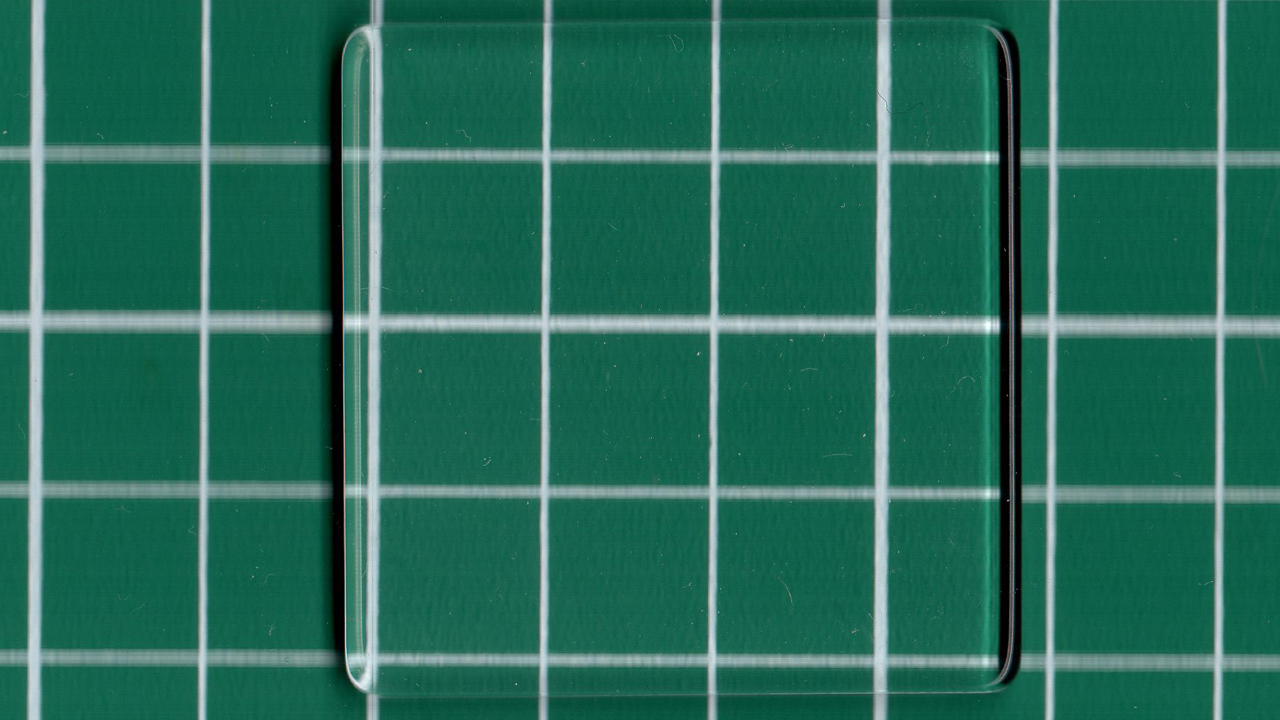 |
| 19日目 | 95% | 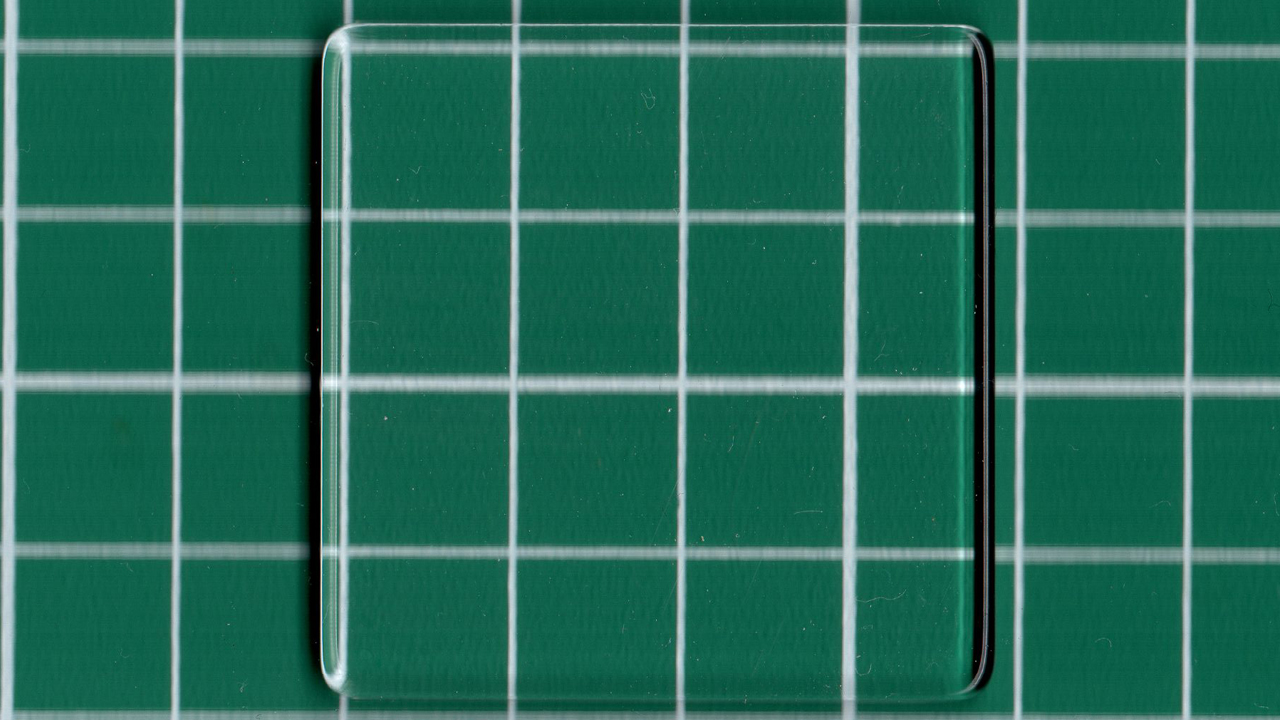 |
| 20日目 | 93~94% | 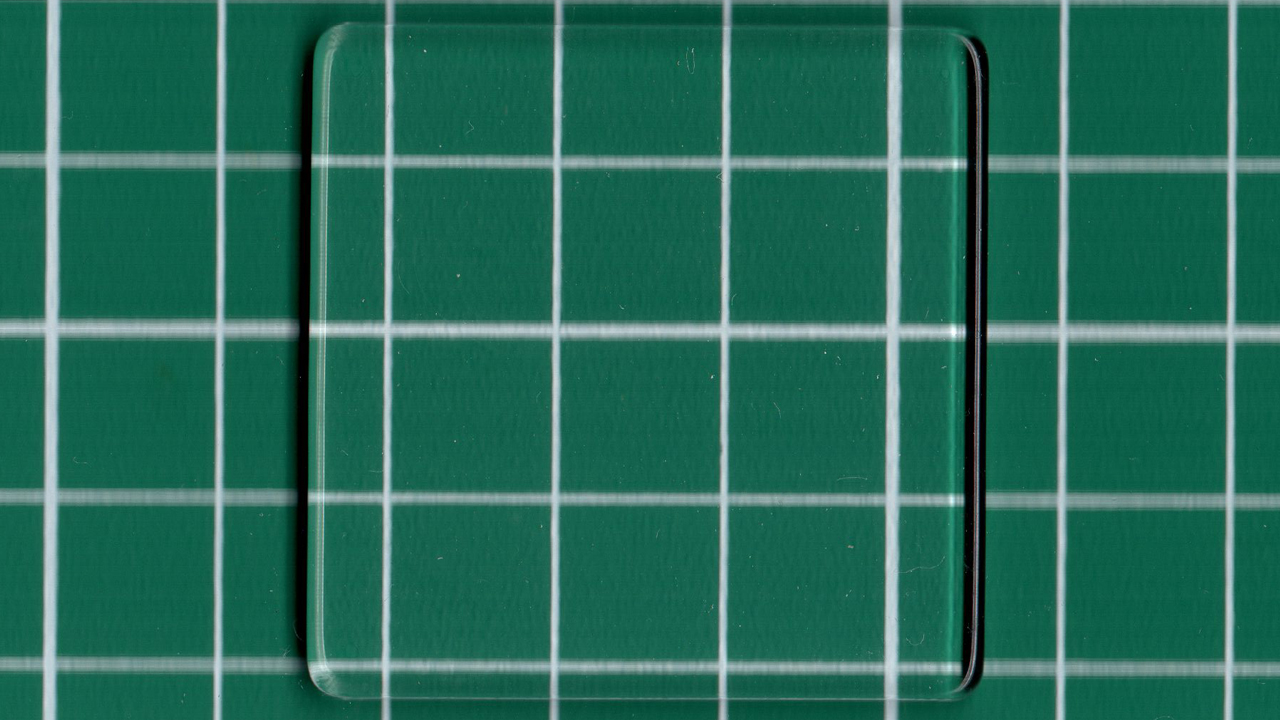 |
*1 タオルが絡まり丸ベルトが切れて停止
*2 ボディソープをワンプッシュ追加
透過率96.6%の未研磨の40×40×2(mm)のアクリル板をバレル研磨を施すことで透過率が変化していく過程を記録しました。使用したバレル研磨機はKIKAIYAさんの15LB、メディアは光沢用のセラミックメディア、研磨剤はアルミナ(WA)の#1,200大さじ1杯を添加しています。マス装入量は50%であり、水位はマス表面に一致させています。
研磨初日に透過率が大きく低下して22%になりましたが、2日目から透過率は徐々に上昇し、13日目には92~93%に達しました。しかし、14日目には透過率が再び低下するという現象が観察されました。この検証を何度か繰り返していたので、これ以上、日数をかけても透過率が向上しないと予想できました。
そこで、15日目に鉋の仕上げ研ぎで行っている弱酸性のボディソープを1プッシュ添加する試みを行いました。ワークに対してソフトタッチになったことが功を奏したのか、19日目には過去最高の透過率95%を記録しました。特に、17日目には曇りが完全に消え、まるで鏡のような光沢と、目を見張るほどの透明度の向上を体感しました。
その後、さらにボディソープを添加したり、回転速度を遅くするなど試みましたが、透過率を向上させることはできませんでした。未研磨の状態が透過率96.6%のアクリルなので、これ以上の透過率の向上が見込めないと判断し、検証を終了しました。
この検証を通じて得られた主な発見は、バレル研磨を継続的に行うことで、使用した研磨剤が次第に細かく砕けていくことがわかりました。その結果、研磨剤の粒子がより細かくなることで、アクリルの透明度を高めていき、最終的には鏡のような光沢のある仕上がりを実現しました。
また、細かい粒度に分類される#1,200のアルミナ研磨剤を使用しても、角のついたセラミックメディアと組み合わせることで、アクリルの4辺の角を丸くしたり、レーザー彫刻機でのカット跡を平滑にすることが可能であることがわかりました(彫刻機の性能に左右)。
これまで、アクリルを面取りやレーザー痕を除去してから光沢をだすために、メディアや研磨剤を交換して、重切削→平滑仕上→光沢仕上→鏡面仕上の4工程を経ていました。しかし、この結果により、面取りから鏡面仕上げまでを1つの工程で行えることがわかりました。


コメント