
ドリルドライバーでねじ山加工は可能か?
六角軸ダイスホルダーを発見

ネジ山(おねじ)を手作業で切るのは、時間もかかるうえにかなりの力仕事。そこで「ドリルドライバーでダイスを回せる道具はないかな?」と探していたところ、先端工具で知られる大西工業から六角軸タイプのダイスホルダーが販売されているのを発見。











ダイスホルダーで新しいネジ山を作れるのか検証
しかし、公式の紹介動画では既存のネジ山の修正例しか紹介されておらず、「本当に新しいネジ山を切れるのかな?」「失敗しやすいのかな?」という疑問が残りました。そこで、今回は実際にこのホルダーを使って、新規でネジ山の形成に挑戦してみました。
ダイスホルダーの種類
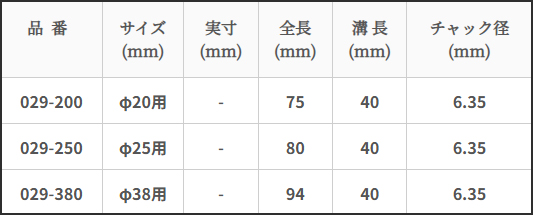
大西工業のダイスホルダーは、使用する丸ダイスのサイズに応じて「φ20用」「φ25用」「φ38用」の3種類が用意されています。
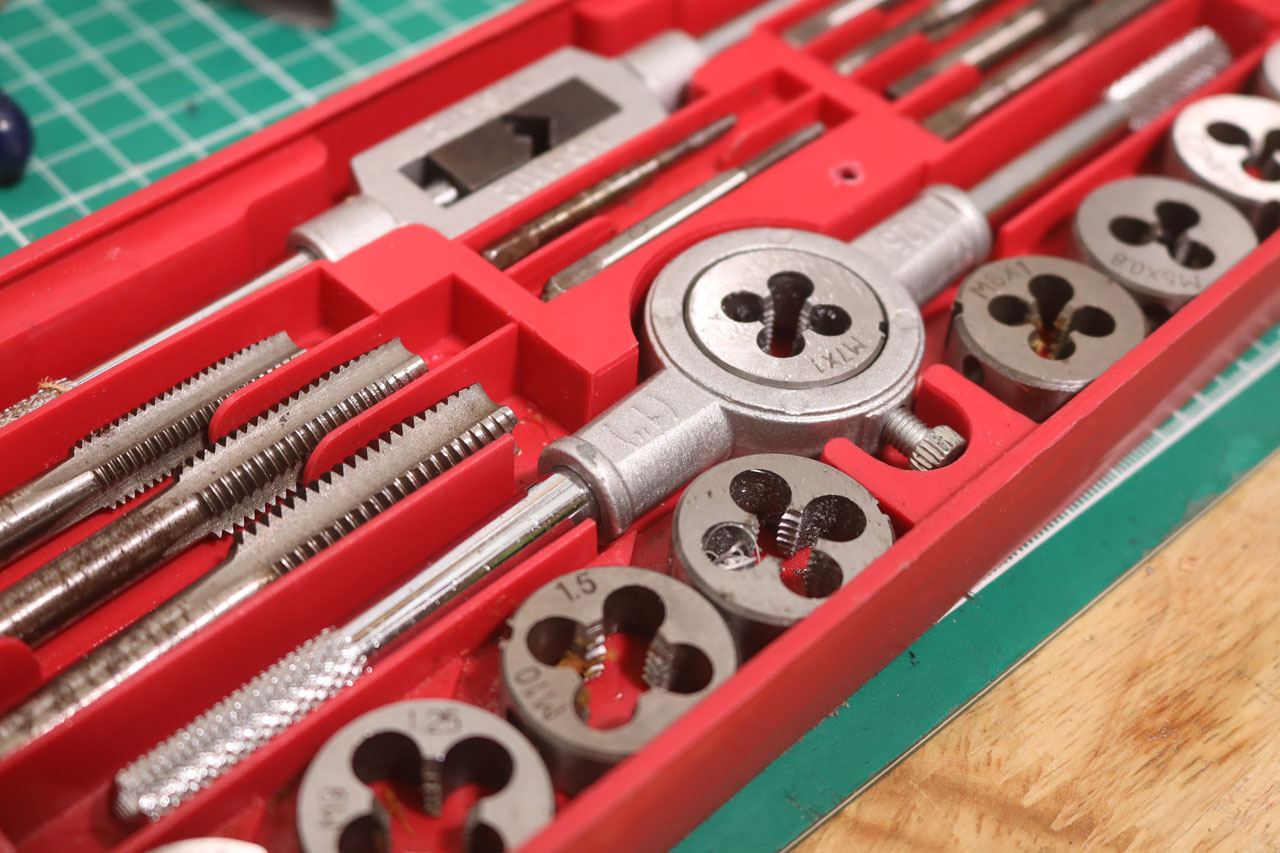
私が所持しているタップダイスセットに含まれる丸ダイスの外径は25mmのため、φ25用のダイスホルダー(029-250)を購入しました。なお、セットにはM12の丸ダイスも含まれていますが、このホルダーの対応ネジ径はM2~M10までとなっています。








ダイスホルダー(使い方)

まず、ダイスの刻印が上向きになるように持ちます。

次に、ダイスに設けられた溝と、ダイスホルダー側のイモネジ(止めネジ)の位置が合うように調整します。

位置が合ったら、ダイスをホルダーに挿入し、2箇所のイモネジを確実に締め付けて固定します。
なお、イモネジの締付には六角レンチを使用する必要があり、手間がかかるうえにストレスを感じました。使用頻度が高い場合には、工具を使わずに手で回せるタイプのボルトに交換することも一案だと感じました。

適用機種の1つであるインパクトドライバーはトルクが強い反面、回転スピードを細かく調整しにくく、さらに負荷がかかると自動で打撃が加わるため、精密なねじ切り作業には不向きだと感じました。
そこで、思わぬ衝撃でネジ山を潰してしまうリスクも減らすため、回転速度をコントロールしやすいドリルドライバーにダイスホルダーを装着して、ねじ切り作業を行うことにしました。
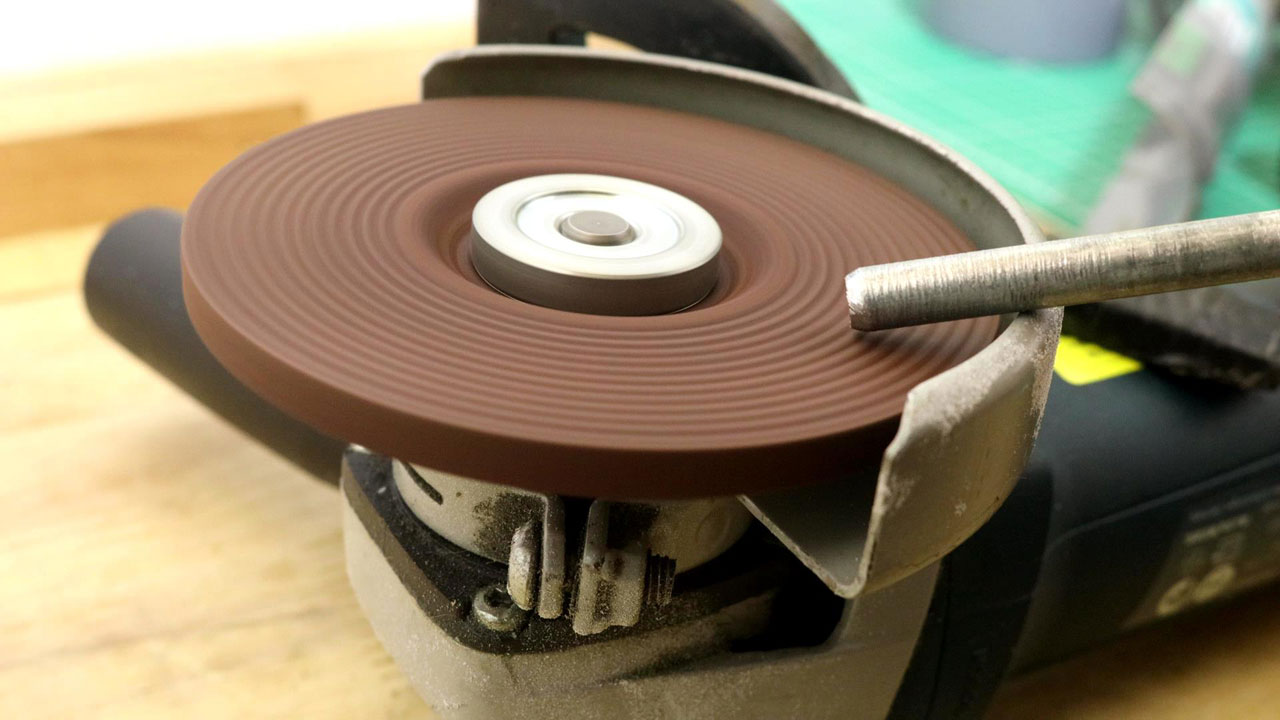
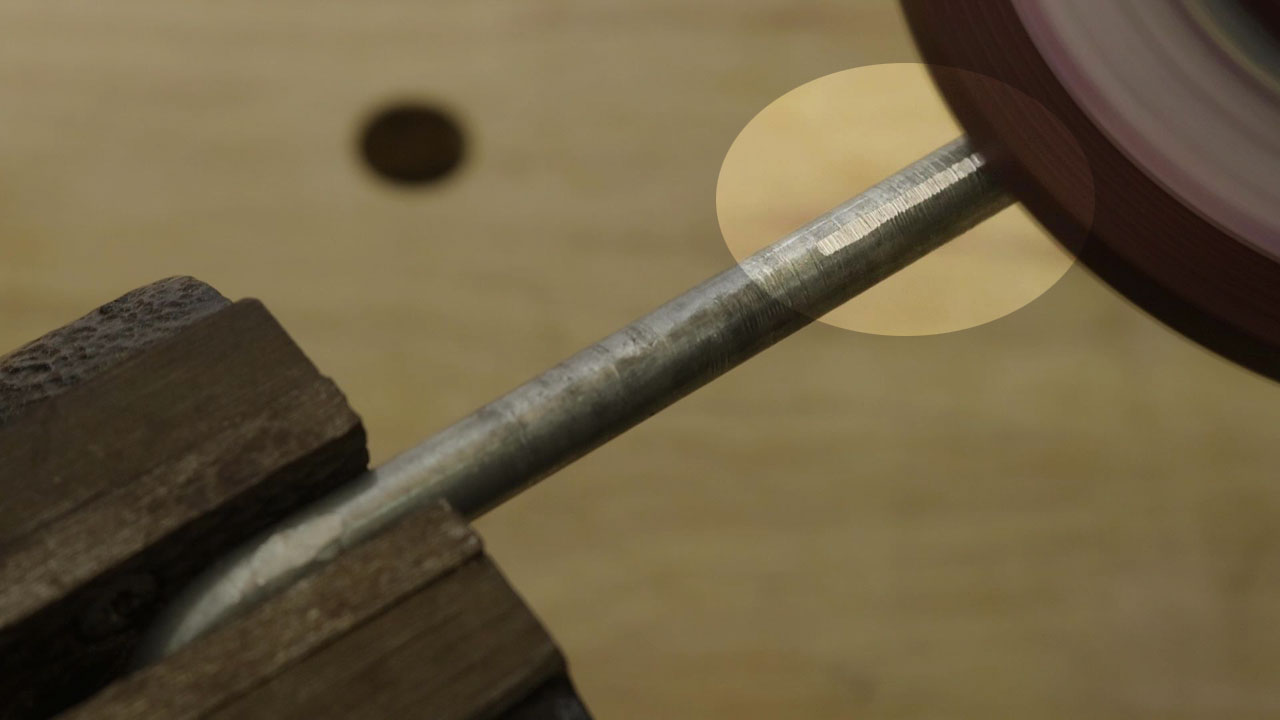
ダイスの刃がまっすぐかつスムーズに材料にかかるように、丸棒の先端をオフセット砥石を取り付けたグラインダーで面取りしました。
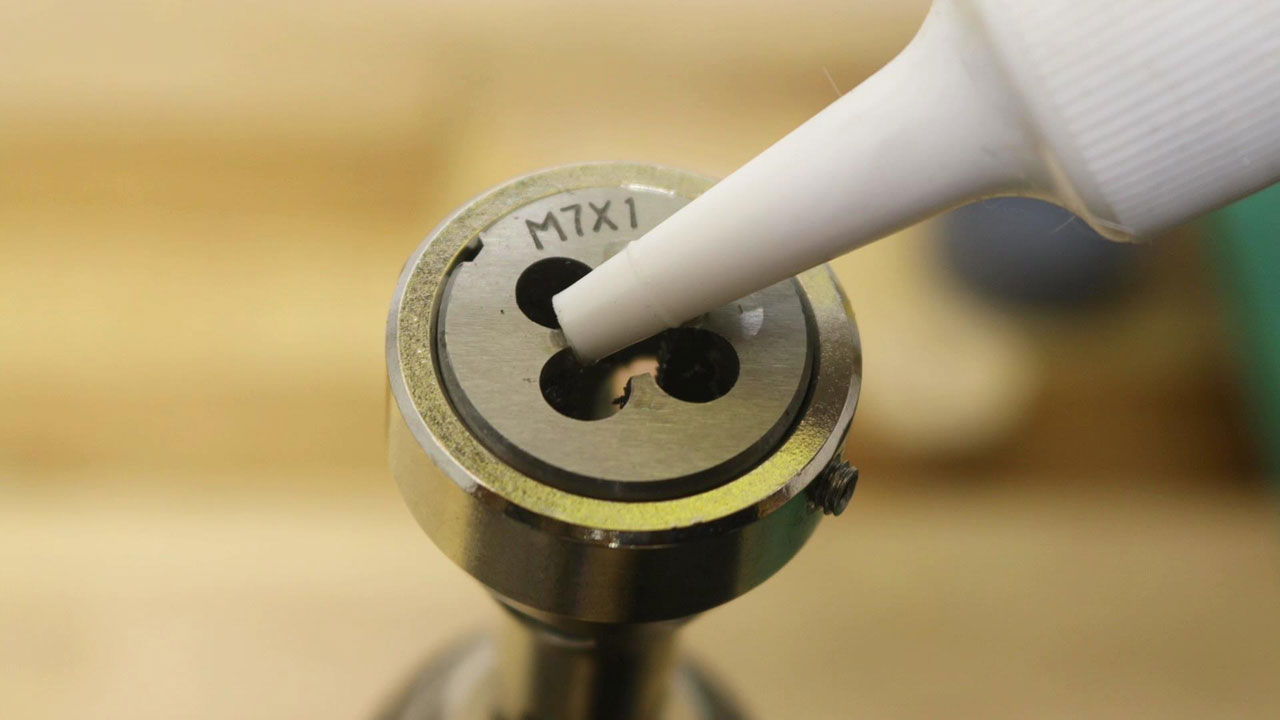
加工に入る前に、丸棒とダイスの両方に切削油を塗布し、滑りを良くしてから作業を開始。
ダイス加工で丸棒が空回り…固定の工夫で解決した方法

おねじを形成する際、公差管理が求められるような精密加工や量産の現場では、旋盤によるねじ切りが一般的です。しかし、旋盤のような本格的な機械が手元にないため、代替として木工バイスで金属丸棒を固定することにしました。
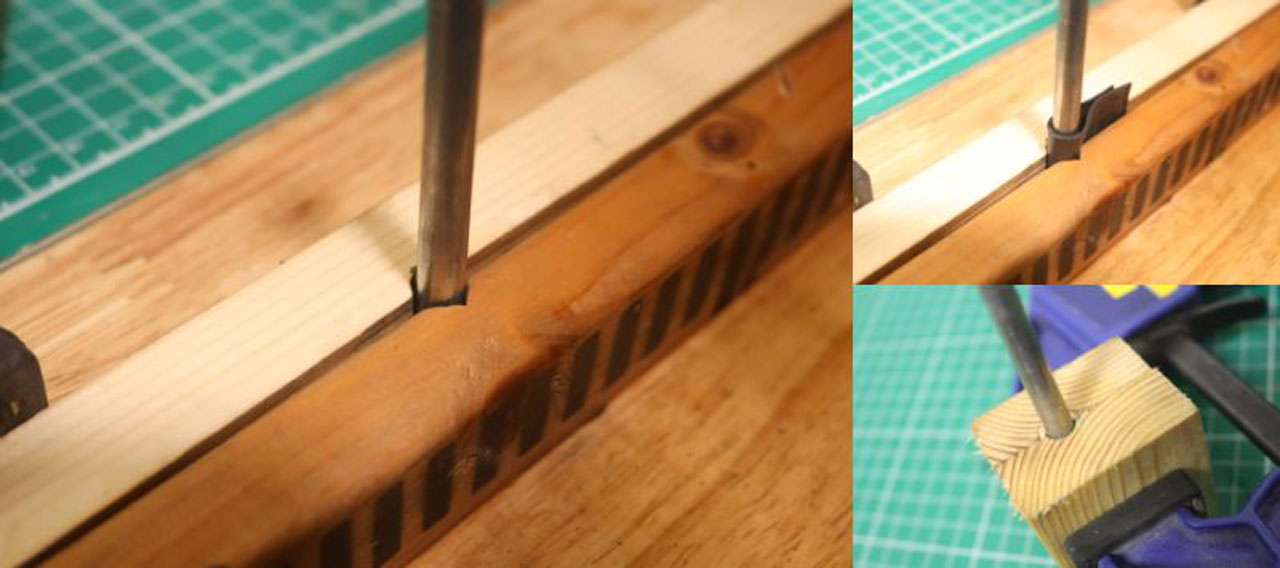
ところが、実際にダイスホルダーをドリルドライバーに装着してねじ切りを行おうとすると、手回しで加工するのと違い、丸棒が空回りしてしまいました。そこで、V溝や丸溝で挟んだり、丸棒の間にヤスリやゴムを挟んだりしたのですが、一気にねじを切ろうとする際に生じる高い抵抗に負けて棒材が空回りしてしまいます。
そこで、丸棒の固定したい位置にグラインダーで小さな平面を作ることにしました。平面の幅はわずか2mm程度でも十分で、バイスのアゴが滑らずにしっかり噛み合うようになり、ねじ切り中の空回りを防ぐことができました。

ドリルドライバーを低速モードに設定し、水平を保ちながら体重をかけて慎重にねじ立てを進めました。一気に加工するとダイスに過剰な負荷がかかり、ネジ山がつぶたり、丸棒が空回りする恐れがあったため、少し前進 → 少し逆回転を繰り返しながら、切りくずを折りながら排出し、ネジ山が詰まるの防ぎました。
ちなみに、今回使用した丸棒は直径7mmで、18Vのドリルドライバーを使用しました。ねじ切りにはかなり強いトルクが必要なため、10.8Vクラスのドリルドライバーでは、直径10mm前後のおねじ加工は難しいかもしれません。

ハンドルを使った手加工のほうが、一般的に精度が高くなる傾向があるようですが、今回はドリルドライバーにダイスホルダーを装着して加工したところ、思いのほか失敗しにくく、スムーズにねじ切り作業を進めることができました。

ただし、使用したダイスホルダーは、ダイスの保持部(くわえ込み部)の奥行きが約45mmのため、加工中に丸棒先端がダイスの奥に接触すると、それ以上奥まで切り込むことができない構造になっています。そのため、実際にネジを切れる長さは45mm程度が限界のようです(仕様上は40mm)。
この作業の様子は動画でもご覧いただけます

実際にドリルドライバーとダイスホルダーを使って、おねじを形成している様子は、YouTubeにて動画で公開中です。ダイスのセットやねじ切り加工を視覚的に確認したい方は、ぜひご覧ください。

コメント