
成形作業の効率化と新たな課題
ストッパーによる固定方法を採用したことで、作業能率は大きく向上し、ストレスも軽減されました。しかし、次に課題として浮上してきたのが「成形薪の長さの制限」です。
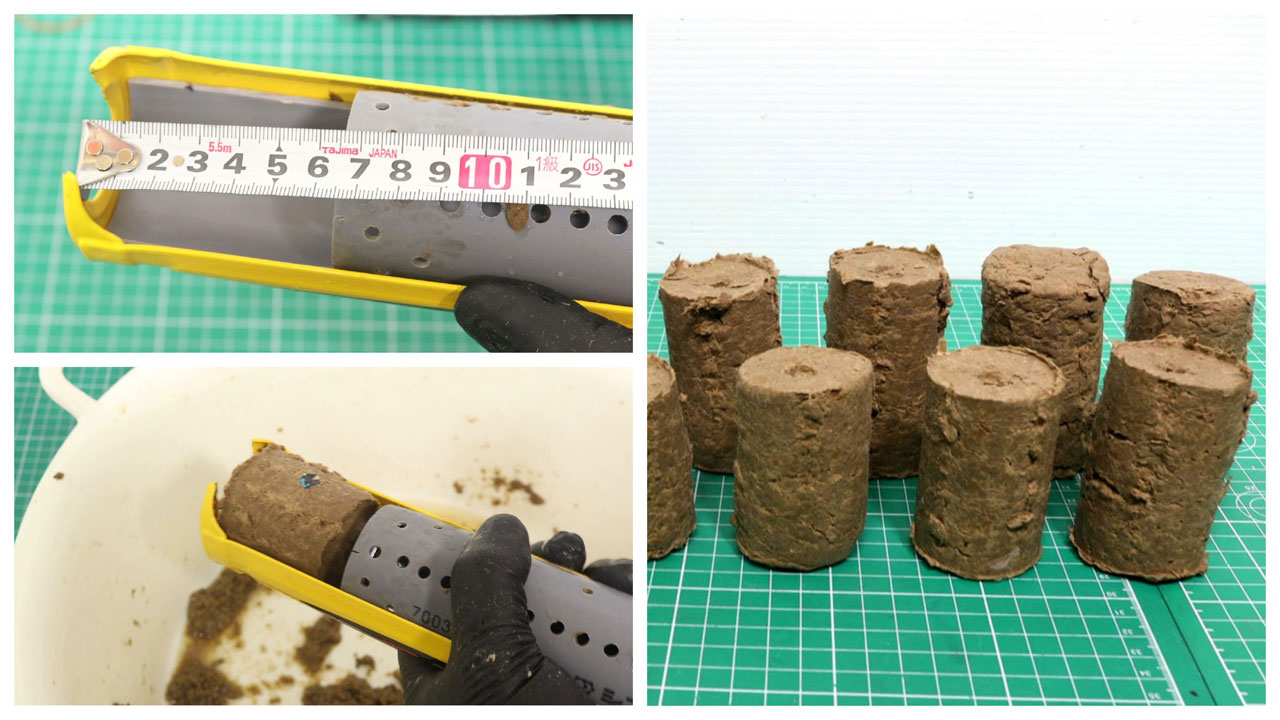
現在は、塩ビ管とコーキングガンを組み合わせて、ダンボールを圧縮しながら押し出す構造になっています。そのため、コーキングガンのホルダー部分が25cmで、塩ビ管の長さが19cmである場合、残りの6cmが押し出し可能なスペースとなり、1回の成形で作れる薪の厚みは約6cmが限界です。
このように、現状の構造では作れる薪の長さに明確な制約があり、それも作業能率の低下につながる大きな要因となっています。そこで、一度に長い薪を成形できるように塩ビ管を改良し、作業時間の短縮と、押し出し時のレバー操作の負担軽減を図ることにしました。
長尺圧縮成形薪を作るための半割塩ビ管の作り方

まずはじめに、コーキングガンのホルダー(フレーム)よりも少し短めの長さに塩ビ管(呼び径40)を切断します。


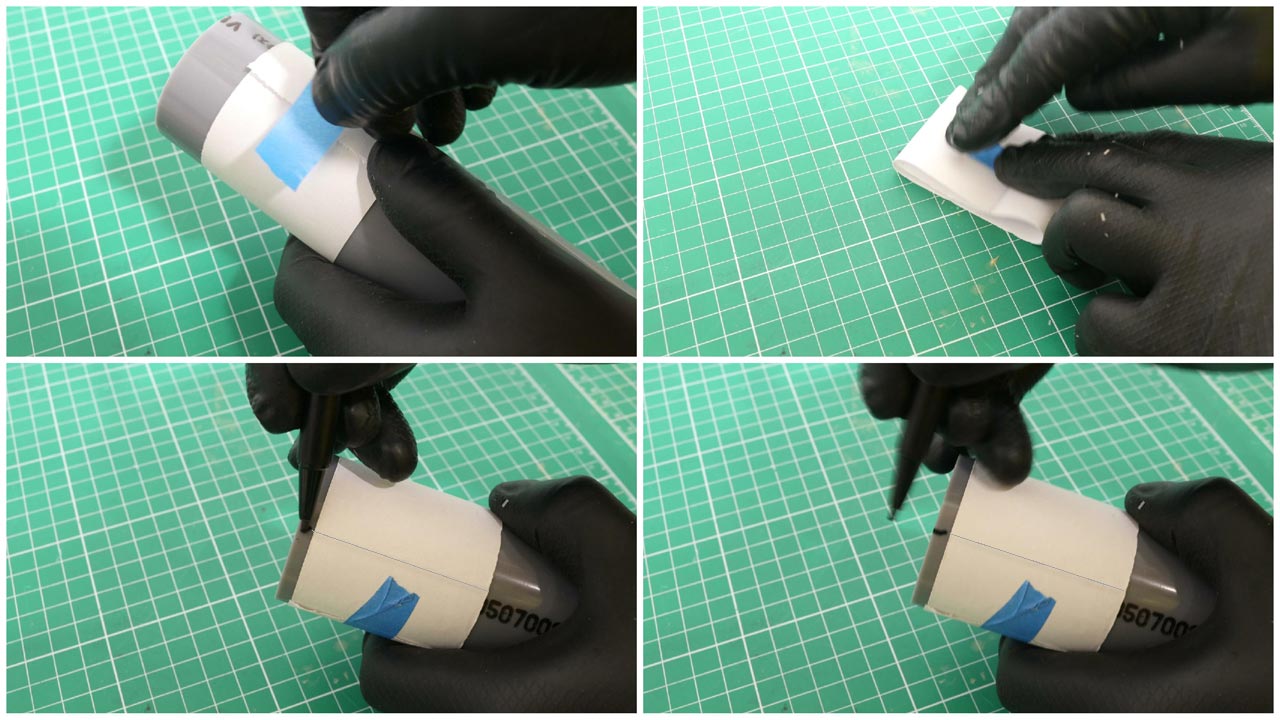
切断した塩ビ管を半割にするため、正確に縦半分に等分する線を引きます。センターファインダーがない場合、塩ビ管の外周に用紙をたるまないように巻きつけ、セロハンテープなどで固定します。その巻きつけた用紙を塩ビ管から抜き、紙の左右をぴったり揃えて縦半分に折り目をつければ、塩ビの外周を正確に2等分する基準線ができます。
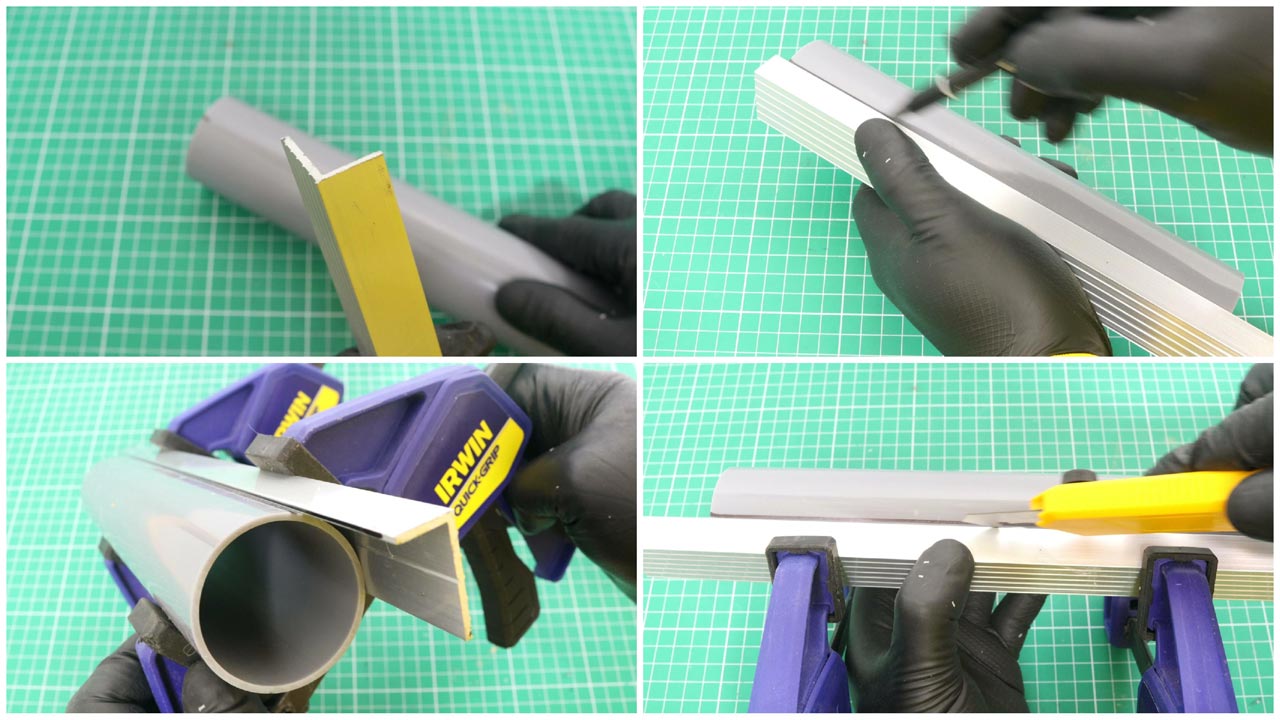
塩ビ管を真っ直ぐに縦引きするためには、まずガイドとなる線に沿って、固定した定規を当てながら、Pカッターで丁寧に溝を刻んでいきます。この作業には、L型のアングル材などを定規として使うと、塩ビ管の湾曲した表面でも滑りにくく、安定して作業できます。



















ある程度の深さまで溝ができれば、その後は定規を外しても問題ありませんでした。仕上がりをきれいにするためには、Pカッターの刃が貫通する直前まで十分に切り込みを入れ、最後は通常のカッターで切り離すと、まっすぐで整った切断面に仕上がります。
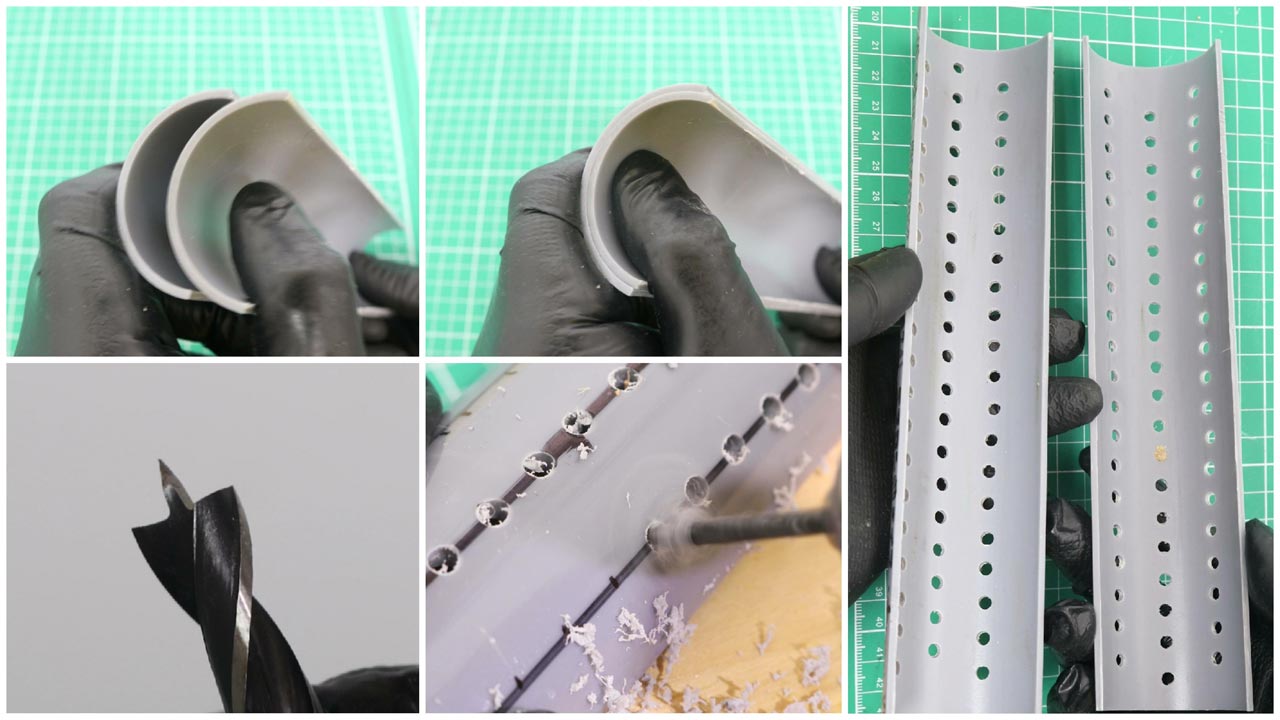
圧縮時に発生する水分を逃がすため、パイプやキャップには排水用の穴をあけます。先端工具は、先が三角になっている木工ドリルや竹用ドリルが適しており、刃先が滑りにくいため、あらかじめポンチングを行わなくても正確に穴をあけることができました。半割パイプ同士を重ねて穴をあけると効率的でした。








半割塩ビ管の固定方法
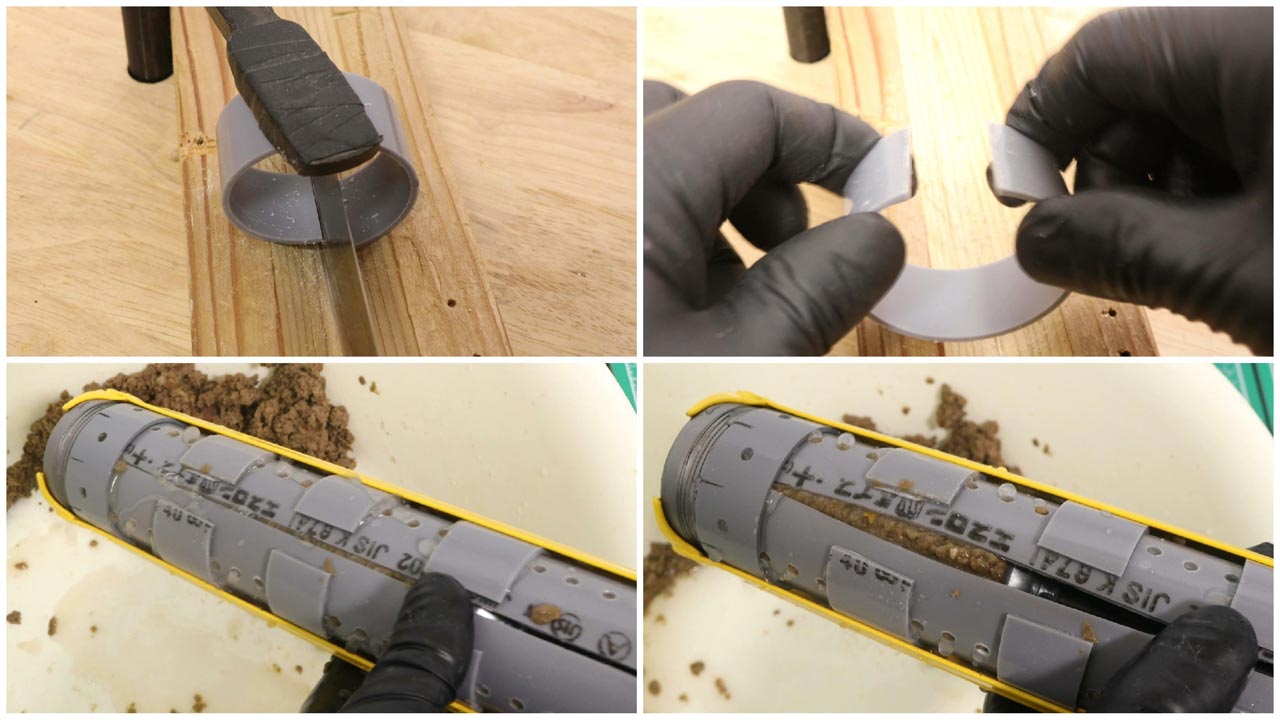
半割にした塩ビ管は2枚に分かれていますが、成形時にはそれらを円筒状に組み合わせて使用します。そのため、何かで元の筒状の近い状態で固定する必要があります。はじめに塩ビ管を輪切りにして、輪切りにしたリングに縦方向の切込みを1本入れた簡易クランプで固定しました。
しかし、輪切りクランプの保持力が圧縮力に対して不足していました。圧縮成形時にコーキングガンで強い力を加えると、内部のダンボールが外側にも向かって膨張し、塩ビ管の内壁に大きな圧力がかかりました。これにより、半割の合わせ目が外側へ押し広げられ、バネ性に頼っている輪切りクランプの弾性だけではそれを抑えきれず、横方向に開いてしまったのです。
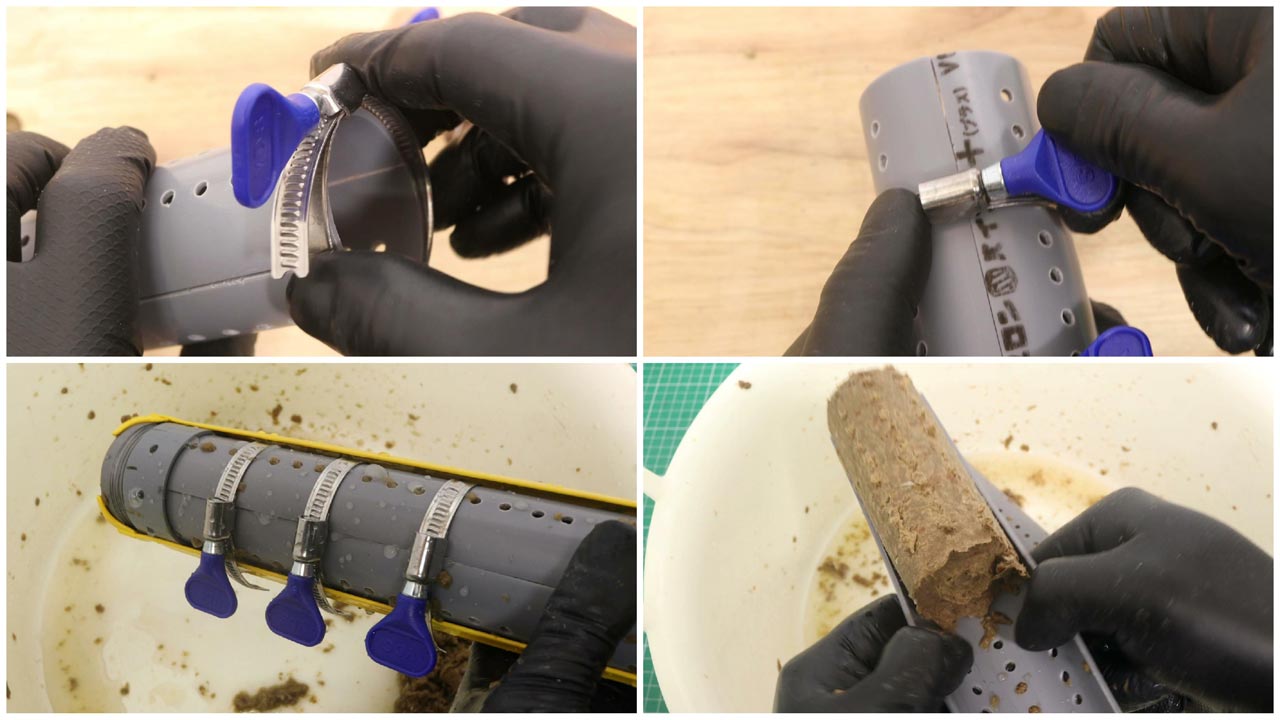
コーキングガンの押し出し力が輪切りクランプの耐力を上回ったため、次は手締め式のホースバンドを使って半割塩ビ管の外側から強く締め付けて固定してみました。ホースバンドであれば締め付け力を細かく調整できるため、圧縮時にかかる強い内圧にも十分耐えることができ、半割が開くことなく圧縮成形を安定して行えるようになりました。
しかし、手締め式のホースバンドは工具レスで簡単に締め付けや緩めができるという利点がある一方で、半割塩ビ管をしっかり固定するには3箇所以上で締める必要があります。薪を取り出して再び塩ビ管をセットする一連の流れの中で、毎回ホースバンドを緩めて外し、成形後にまた締め直すという工程が徐々に煩わしく感じるようになりました。











そこで、よりスムーズに着脱できる固定方法として、アサリないノコギリでVUキャップの底を切り取り、リング状に加工したパーツを使用する方法を試してみました。このリングを半割にした塩ビ管の外側にはめ込むだけで、十分な固定力が得られるうえ、工具も不要で簡単に脱着できます。
























3つのリングを左端、真ん中、右端に配置することで、圧縮時の内圧にも耐えられる安定性を確保しつつ、作業の手間を大幅に軽減することができました。ホースバンドと比べても着脱がスムーズで、繰り返し使う場面でも効率的に薪の成形作業が行えるようになりました。
長い圧縮成形薪をつくる手順

なるべく長い圧縮成形薪をつくる場合は、半割にした塩ビパイプの型に、ダンボールをできるだけたっぷりと詰めていきます。このとき、手で押し込むだけでなく、型の底を床などの硬い場所に軽く叩きつけると、ダンボールが下の方までしっかり詰まりやすくなります。
ダンボールを詰め終えたら、コーキングガンで圧縮します。圧縮が終わったら、一度ロッドを引き戻して、プランジャーをパイプの外に引き出します。そうして、パイプの上部に空いたスペースに、再びダンボールを追加します。
追加後は、再びコーキングガンで圧縮。この作業を繰り返すことで、型の中にできるだけ多くの材料を詰め込み、長さのある成形薪に仕上げることができます。
ダンボール圧縮成形薪を見た多様な印象

ダンボール圧縮成形薪の外見に関しては、映画『バック・トゥ・ザ・フューチャー』に登場する燃料棒や、かつて中華人民共和国北京市において製造されたとされる「ダンボール肉まん」などを連想するというコメントが散見されました。
一方、筆者においては、過去に栗を過剰に摂取した際、4日間にわたって排便困難に陥り、その後ようやく排出された便の様子を強く想起させました。
太く硬くなった便を通常の姿勢で排出しようとすると肛門が切れそうだったため、立った姿勢で足を使って肛門を締めながら、浴室内で排便を行いました。排出された便は、形を保ったまま床に落下し、その外観が今回の成形薪と非常によく似ていたことから、強い既視感(デジャブ)を覚えました。
容量に応じたコーキングガンの種類
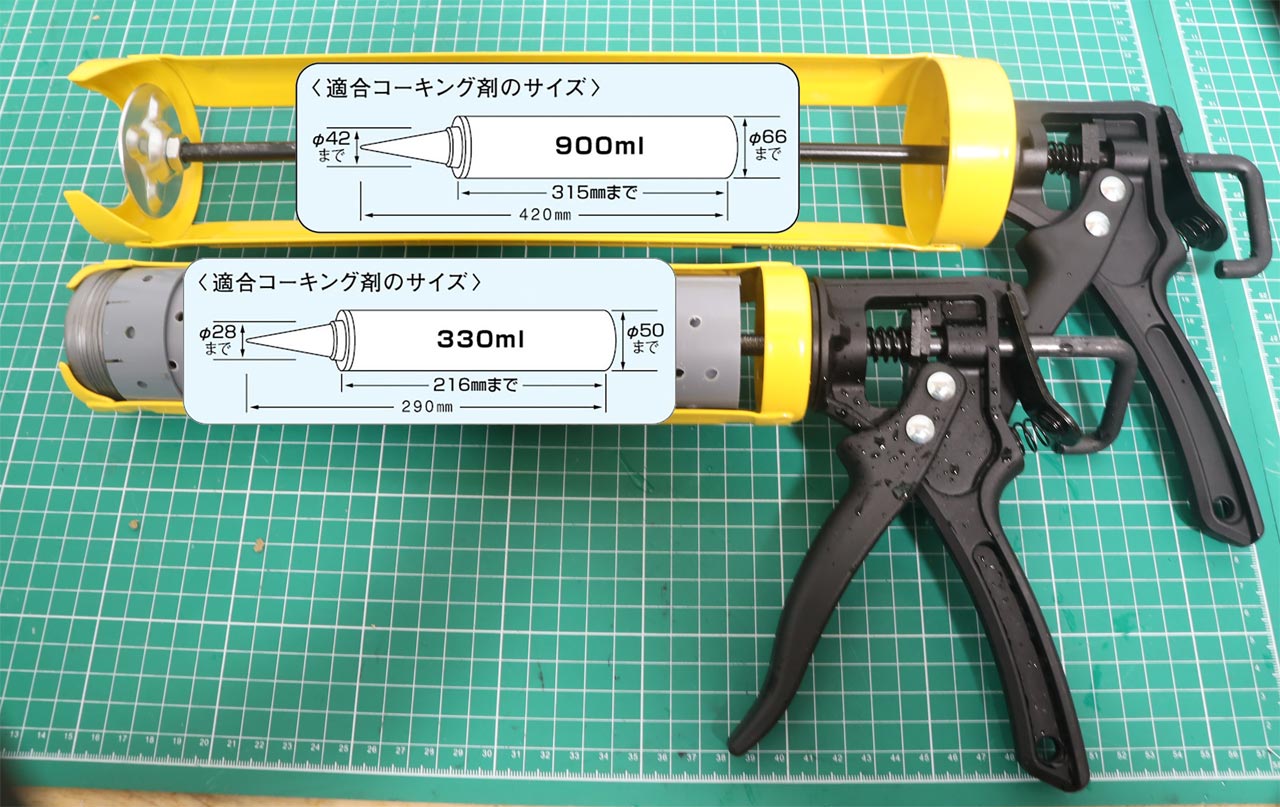
一般的なシーリング材は330ml(または333ml)のカートリッジに入っており、それに対応したコーキングガンのホルダー長も限られています。
しかし、業務用や特殊用途のシーリング材の中には、600ml以上のソーセージタイプなど、より大型のカートリッジに対応したモデルも存在しており、これらに対応するロングタイプのコーキングガンを使用すれば、ホルダー部分がさらに長くなります。
そのようなモデルを使用すれば、現在よりも一度に成形できる薪の長さや太さを延ばすことが可能になり、より少ない工程で多くの成形薪を作れるようになるかもしれません。今後は、こうしたロングタイプの機種を活用したり、さらなる能率を求めた誰でもできる電動化も検討していく予定です。




























コメント