
KTシリーズ(卓上回転バレル研磨機)の欠点
研磨槽(桶)のサイズを選べない…
Amazonなどで販売されている安価な卓上回転バレル研磨機は、固定された4つのガイドローラー上で研磨槽を回しているため、ローラーの幅に合ったサイズの研磨槽しか使用することができない。付属されている研磨槽と異なるサイズの容器を回すことができないのがネックとなる。
一方、原料などを粉砕したり撹拌するポットミル機は間隔を調整できる長い丸棒の上で回転させているため、色々な容器のサイズを回転させることができる。そこで卓上回転バレル研磨機もポットミル機のように色々なサイズの容器を回すことができるように改良してみることに。
色々なサイズの研磨槽を使えるメリット

- 小さい容器だとメディアの量を軽減できる
- 小さい容器だとコンパウンドの消費を軽減できる
- 大きい容器だと大きい工作物を研磨できる
- 大きい容器だと量産性を向上できる
- 大きい容器だと研磨能率を向上できる
- 予備研磨槽を経済的に用意できる
- 予備があるとメディアを入れ替える手間が省ける
付属されている研磨槽より小さな容器や大きな容器を回転させることができれば、メディアやコンパウンドの消費を軽減したり、逆に量産性を向上させることもできるメリットが得られる。
その他に経の大きい容器だと、マス表面上に形成される流動層の幅を長くできるため、研磨能率を向上させることも可能。大きな研磨槽を走らせているガラ屋さんの研磨能率に近づける!?
さらに、色々なサイズの予備研磨槽を経済的に用意できるのも嬉しいポイント。例えば、KT2000の研磨槽は約5,000円で販売されているが、同じくらいの大きさの円柱容器だと約1,000円ほどで入手可能。
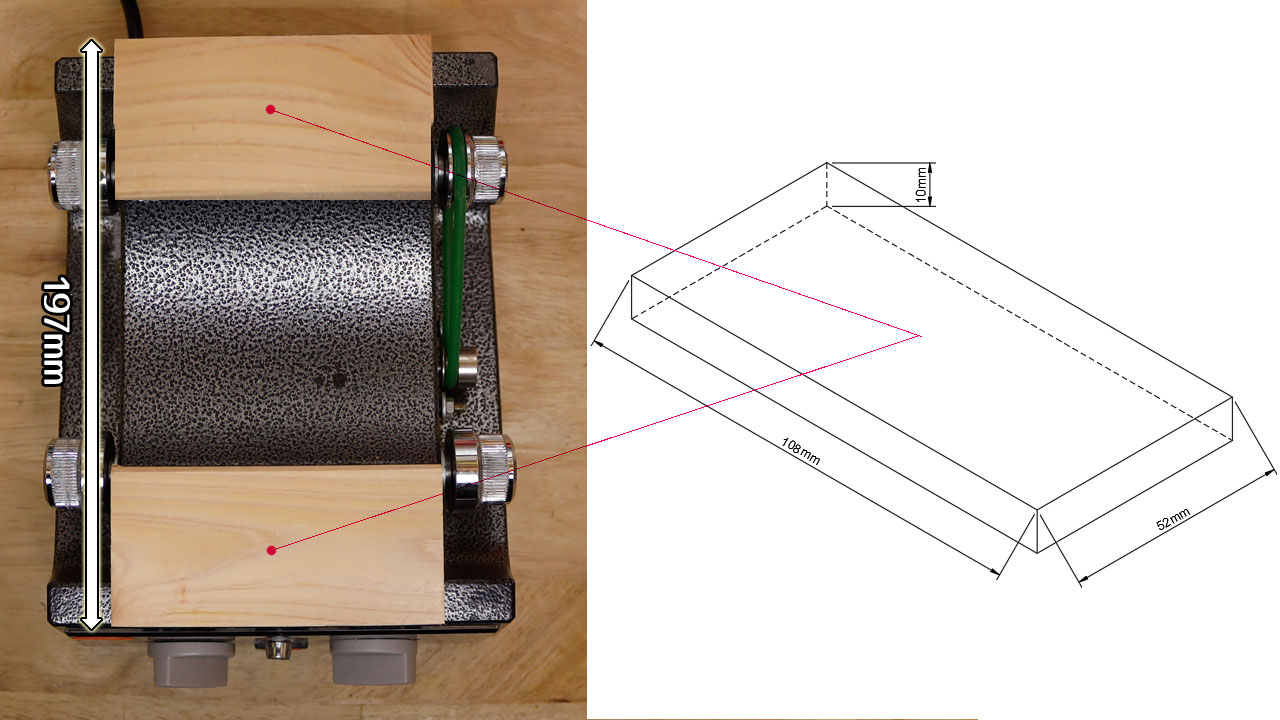
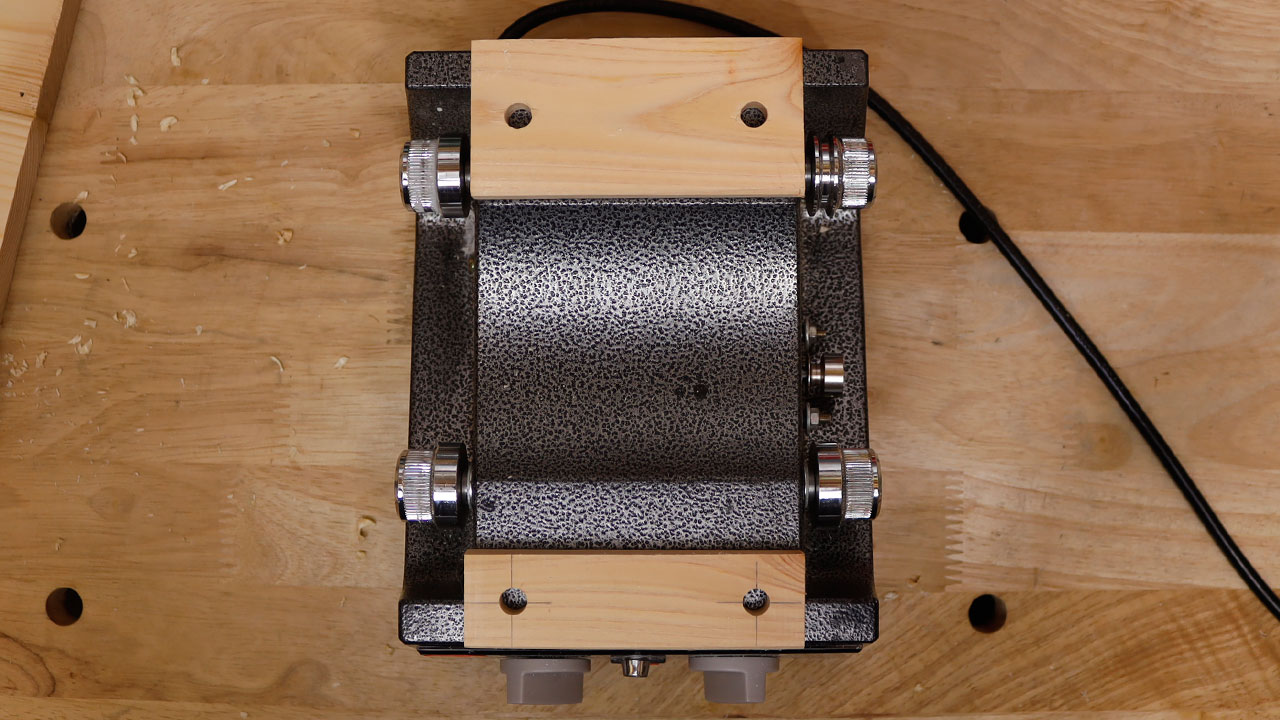
改造方法

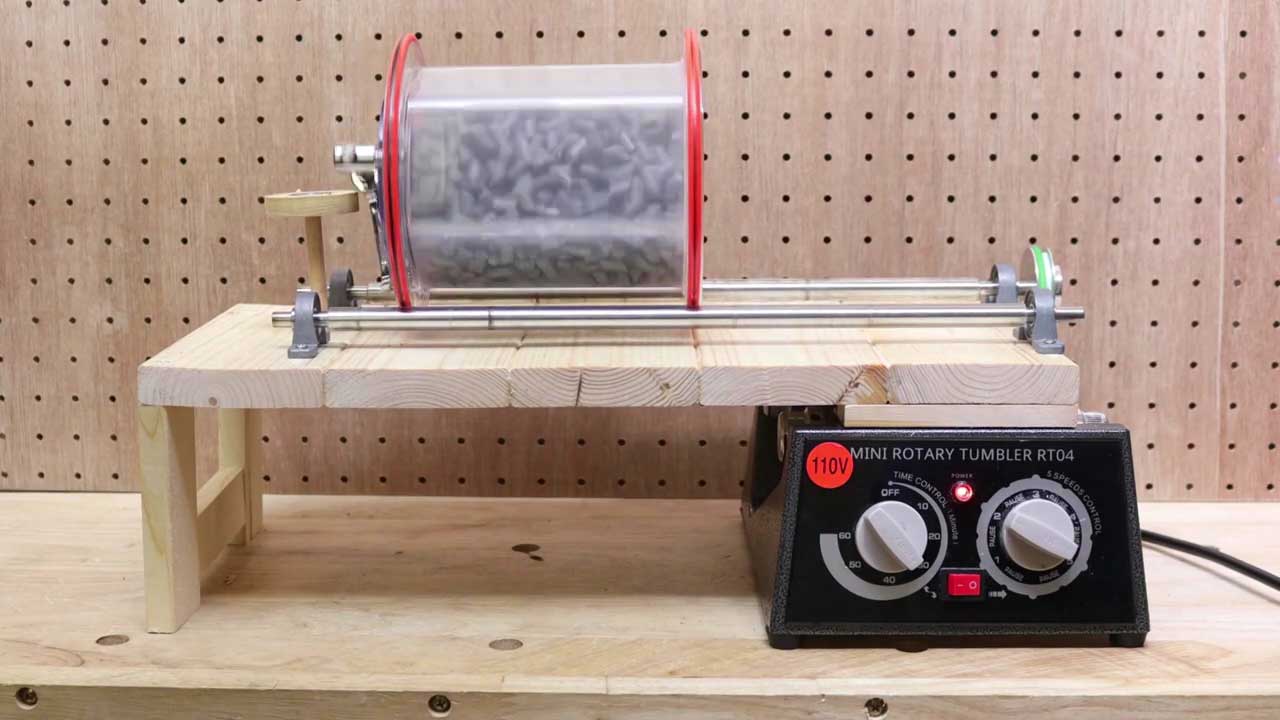
今回使用する回転バレル研磨機はKTシリーズの中で一番小型のKT6808(RT04)を使用。KT6808は指輪のような大きさの工作物をバレル研磨するにはちょうどいいサイズだが、5cmほどの工作物を複数研磨する用途には研磨槽が小さすぎて研磨能率が低下する。
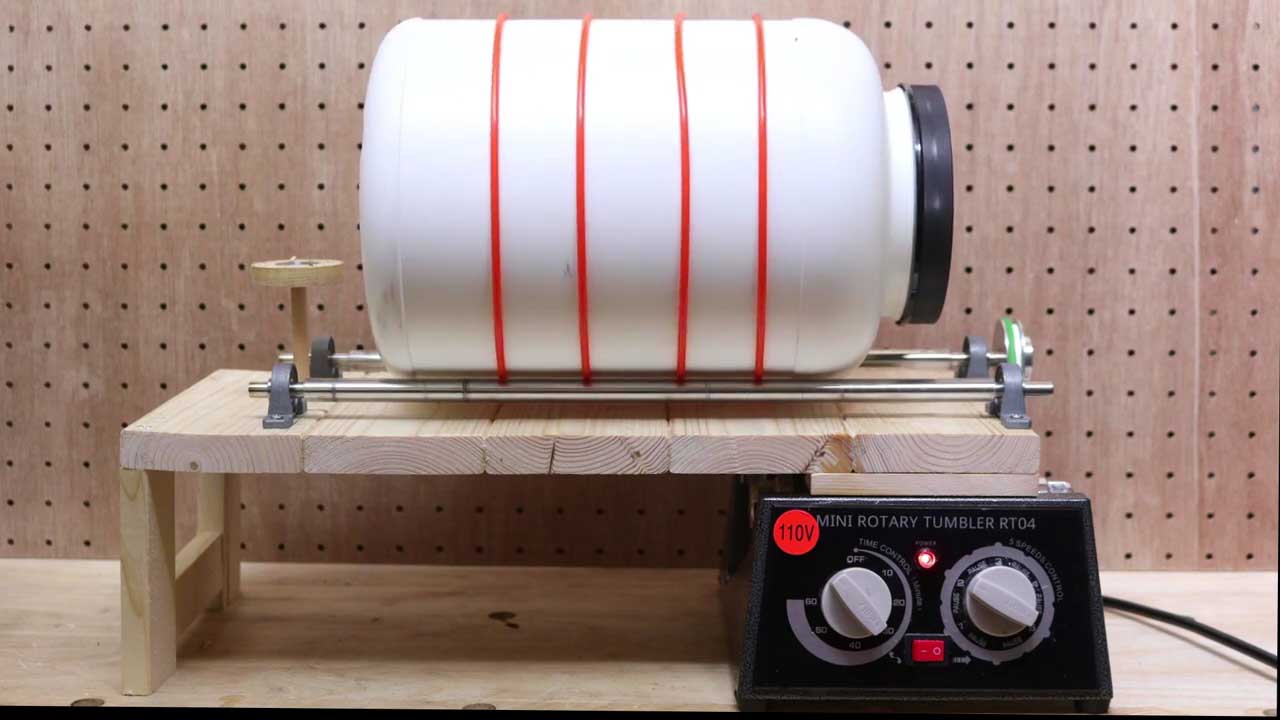
このため、大きい工作物を研磨しようとしたり、ワークの量を増やしたときに、大きいタイプを選んだほうがよかったと後悔している人がネット上で散見される。なので、今回の課題は小型のKT6808で同シリーズの中型(KT2000)大型(KT3010)用の研磨槽を回すこと。

























実際に他のサイズの容器を回してみた
1L容器(アズワン-クリア広口瓶)

KT6808のバレル槽(小サイズ)
KT2000専用のバレル槽(中サイズ)

KT3010専用のバレル槽(大サイズ)

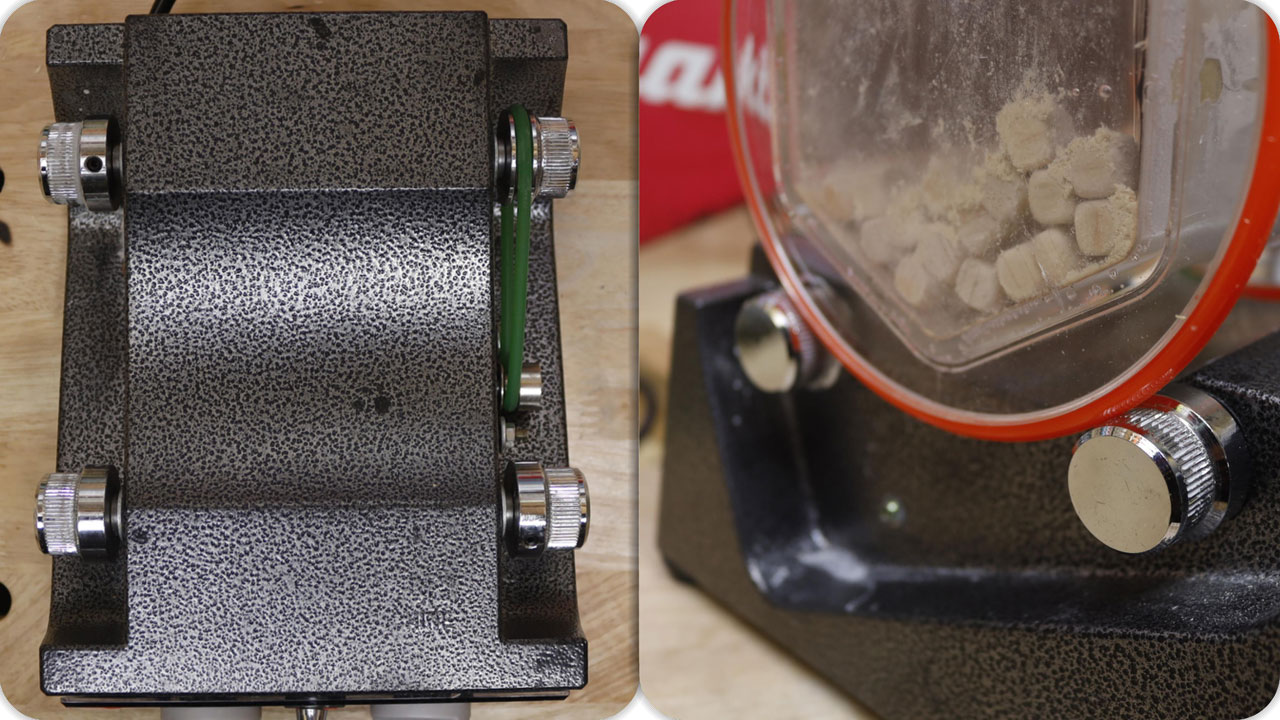
プロテインが入っていた容器
容器が移動して転がり落ちる対処法
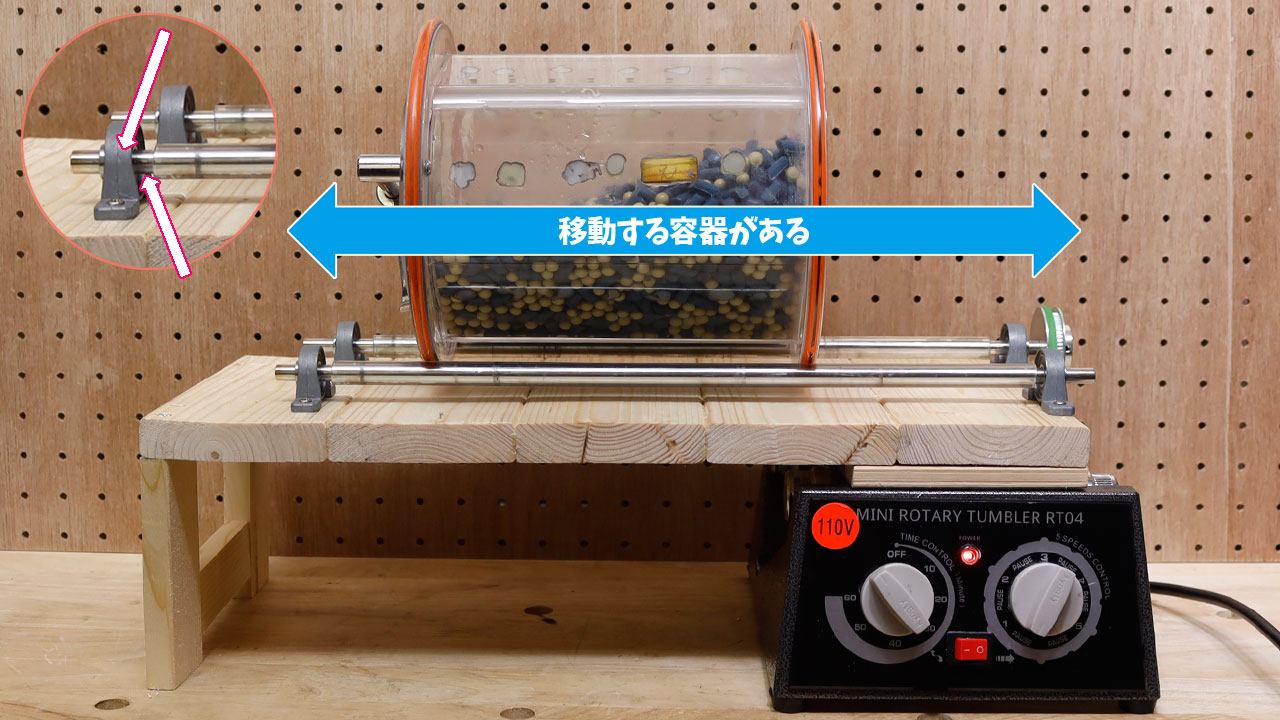
実際にモーターが焼けないか各サイズの容器を回転させていたところ、容器が左右のどちかに少しずつ移動するものがあった。そのまま放置していると、容器がビニールチューブの上から落ちたり、ユニットとぶつかったときにバランスを崩しながら転がり落ちる問題が発生した。
この容器が移動する方向は、丸棒の回転方向を変えたり、容器を置く向きを変えることで、変えられることができたので、台の片側に自作した固定車のようなものを設置することで、容器の移動を止めることができた。既製品であれば「固定型キャスター」や「ボールキャスター」で対処可能。
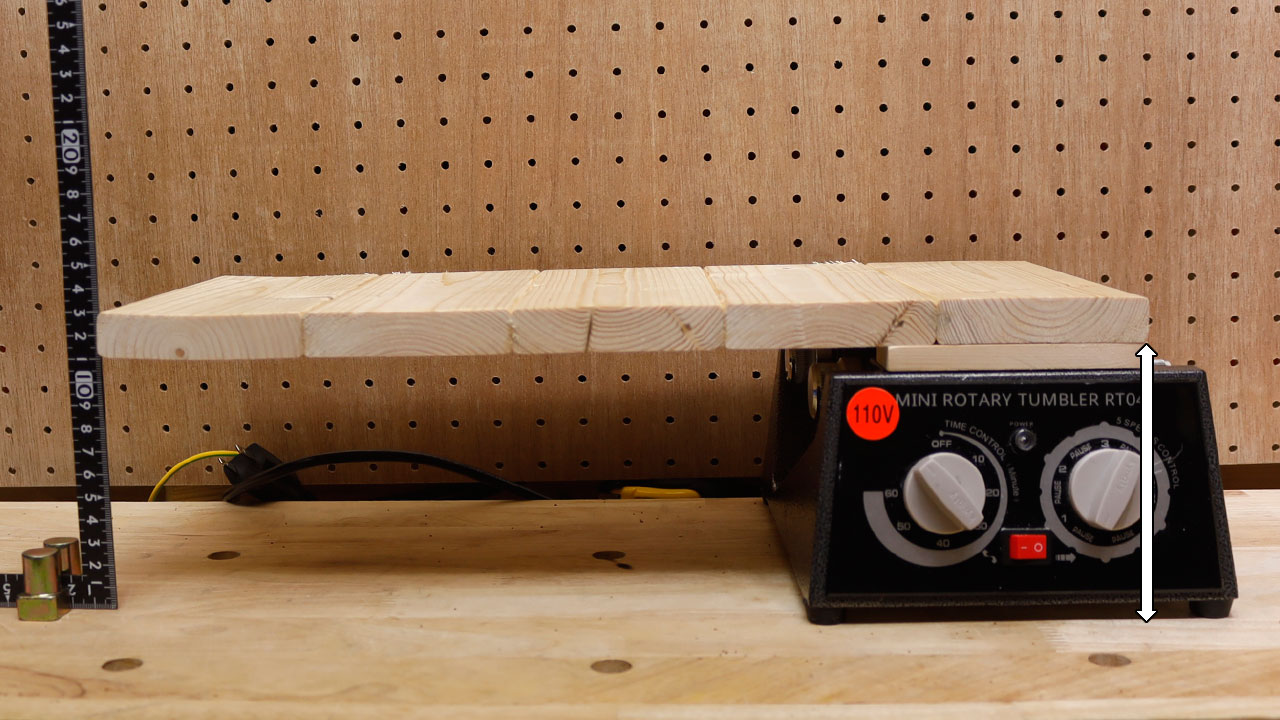
回転スピードの変化
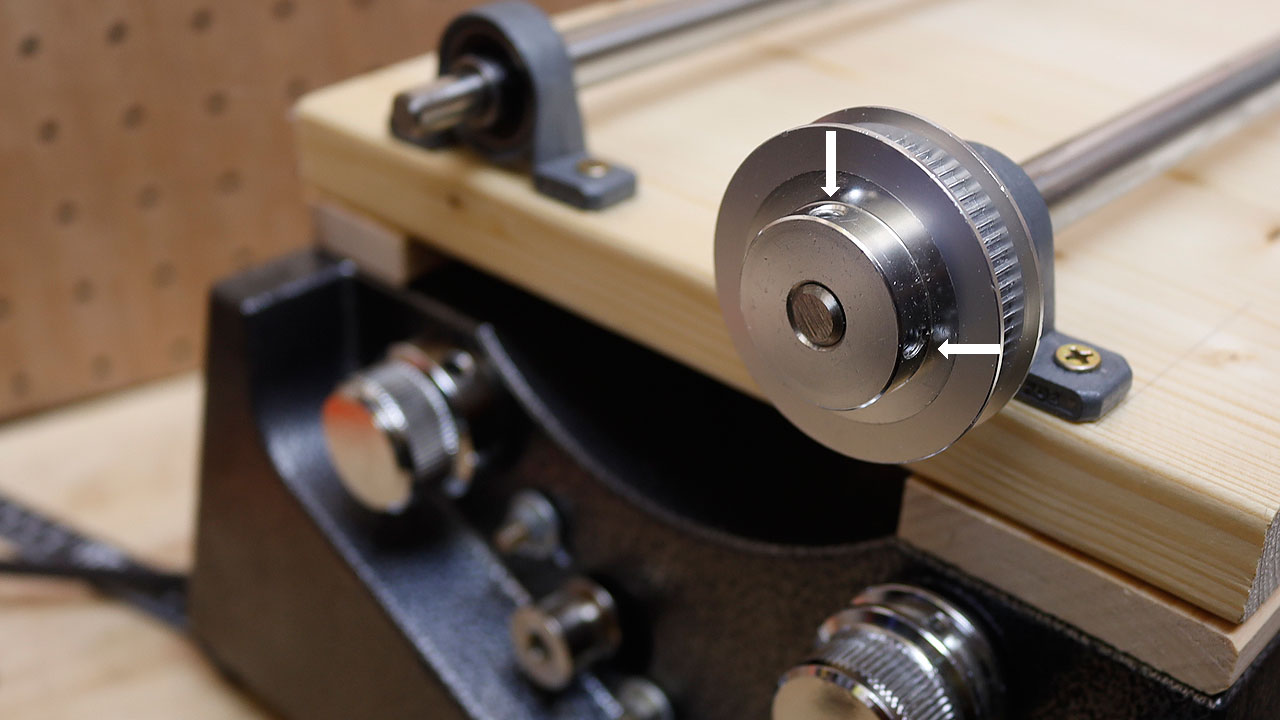
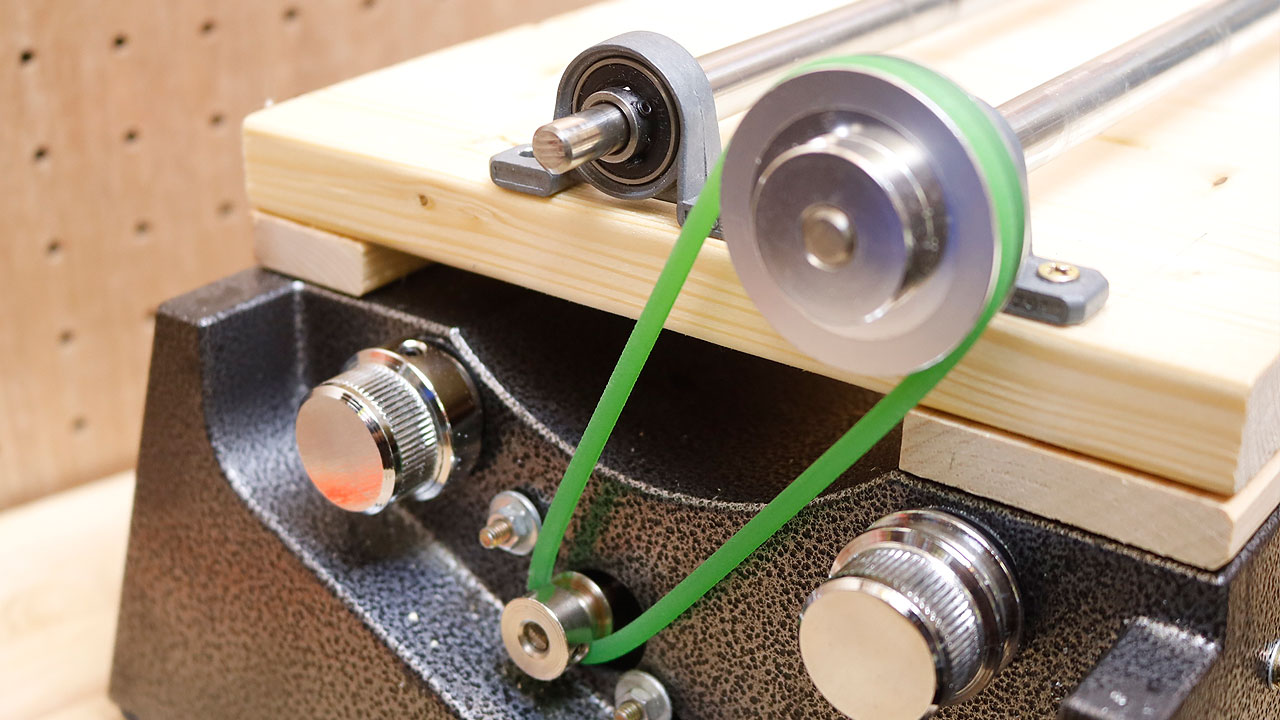
駆動側より被動側のプーリーの外径を大きくしているため、研磨槽が回転するスピードは改良前より減速した。しかし、個人的な用途ではKTシリーズの回転スピードは1でも速いと感じていたので、最適な回転スピードの調整がしやすくなった。
ちなみに回転スピードを落とすと、研磨能率が低下するデメリットがあるが、工作物同士の打痕がつきにくくなるメリットが存在。その他に仕上げ状態が向上するため、光沢をだす工程では回転スピードは落としたほうがよかった。


コメント