|
||
| ホームアークナビプラス |
アイマックス60 |
アーキュリー80 |
[dfads params=’groups=7&limit=1′]
| DIY用溶接機 |  |
溶接方法 |  |
溶接のコツ |  |
便利なアイテム | |
 |
ホームアークナビプラス レビュー |
アイマックス60 レビュー |
アーキュリー80 レビュー |
 |
性能比較表 |
よく聞く溶接用語

スパークとは?
アーク溶接機はアースクリップとホルダ2つの電極があり、アースクリップで溶接物や金属の作業台からアースをとります。溶接機のアースクリップは電流の戻りを流しているので、電化製品に漏電が起きたときの電気を大地に逃がすアースとは役割が異なります。
次に電流の流れるホルダに電極となる溶接棒をはさみます。アースクリップに繋がった溶接物に電流の通っている溶接棒の先端を叩きつけたり、こすったりするとショートをしたように火花が散ります。この火花がバチバチと散っている状態を“スパーク”といいます。
ちなみに、ただショートをさせて電流を流すだけでは無く、溶接機には電流をある程度以上流れないように制御する回路が組み込まれていたり、溶接する材質や板厚によって電流の大きさをダイヤルで調整がおこなえる溶接機もあります。
 |
 |
| タッピング法 | ブラッシング法 |
スパークさせる方法
溶接棒をスパークさせる方法は【タッピング法】と【ブラッシング法】の2種類があります。タッピング法は、溶接棒の先端を垂直に軽く叩きつけ、ブラッシング法は、マッチのように溶接棒の先端をこすりつけます。電圧の低い100V溶接機では、溶接棒を垂直にしてスパークさせると、溶接棒の先端が母材にひっついてしまうこともあるので、その場合は、溶接棒を少し傾けながらスパークさせた方が上手くいきやすい。また、100V溶接機は電圧が低いので、タッピング法より、ブラッシング法からアークに繋げた方がアークを発生させやすかったです。
 |
アークとは?
スパークを継続させている状態を“アーク”と言い、スパークさせてからすぐに、電極として用いた溶接棒を溶接物に近づけるとアーク(放電)が発生します。アークは放電の一種で、電流の流れるコード(電線)などには必ず抵抗があり、電気抵抗があるところに電流が流れると、高熱が発生します。
空気にはさらに大きな電気抵抗があるので、絶縁破壊された空気が放電路になると、アーク熱の発生温度は、ウィキによると約4000℃-6000℃と太陽表面と同じくらいの高温が発生します。金属を溶解する温度は、1500度なのでアーク熱で金属を溶かして一体化することができます。
鉄の雫
鉄(スチール)は約1500度で溶けます。アーク中の溶接棒(鉄)先端は、鉄の融解点を軽く超えているため、鉄はいとも簡単に溶けてしまいます。その溶けた溶接棒の心線(金属部)の雫を2つの金属同士の継ぎ目に落とすと、金属同士を溶融し一体化させることができます。このように電気とアーク放電の熱を利用して、溶接棒と金属を熱で溶かし接合することをアーク溶接といいます。
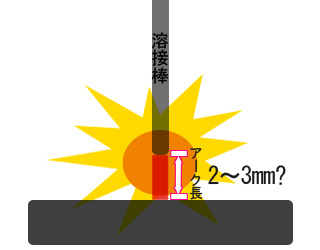
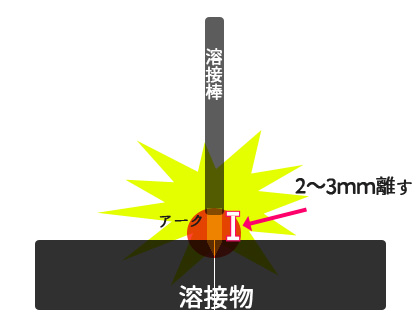
アーク長
アーク長とは、アーク中の溶接棒先端と溶接母材の間隔のことです。アーク長が長くなってしまうと途中でアークが途切れたり、溶接棒だけが溶けてしまい溶接物が溶けません。逆に溶接棒を近づけすぎると溶接棒が溶接物に引っ付いてしまったり、溶接物に穴が空いてしまったりします。ちなみにアーク長が長すぎると、「パチパチ」という音から「ボーッー」という音に変わるので、慣れてくるとアーク長が長いと音でわかるようになります。このようなアーク長が長い音「ボーッー」が続くと上手く溶けこんでいません。
アークを継続させる(金属同士を溶かす)最適なアーク長は、感覚としては2~3mm程度ですが、DIY用のアーク溶接機では、低電圧用の細い溶接棒を使用します。溶接棒が細いと物凄い速さで溶けていくので、一定のアーク長を保つのが非常に難しくなるので、ある程度練習が必要になります。
溶接棒の役割
芯線の役割
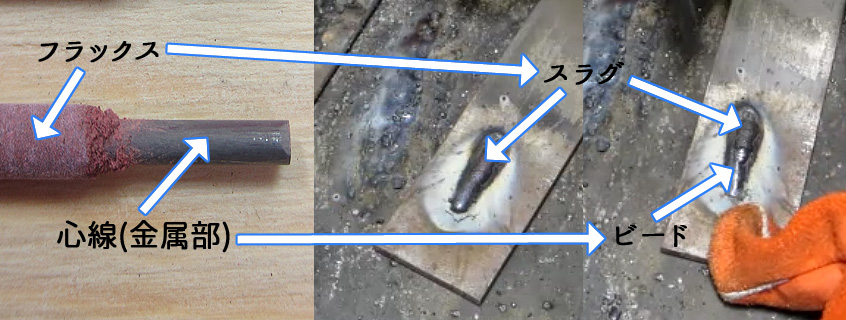
溶接棒の中心には心線(金属)が通っており、心線のまわりを覆っているものはフラックス(被覆剤)です。溶接した際に溶接物の上に溶けて一体化しているビード(鉄)は心線です。放電現象によりアークが発生すると高温がもたらされ、溶接棒の心線と金属同士の継ぎ目の部分が融合します。この時に溶解した部分が冷えて固まるまで、空気を遮断し保護しなければなりません。
フラックス(被覆材)の役割
- 一部は気化して空気を遮断する働きをする。
- 一部は溶接部分に溶け込んで強化材の役割をはたします。
- スラグと呼ばれる液状の物質を形成し溶接部分の周りを保護します。
被覆材(フラックス)というコーティング部分は主に上記の役割を果たします。空気中には20%の酸素と80%の窒素が含まれています。こうした気体が溶解した金属に溶け込んでしまうと気泡となって溶接部分に残ってしまいます。この状態をブローホールと呼び、ブローホールが発生すると溶接部分の強度が低下してしまいます。そのため溶接棒には溶けた金属と空気を遮断するためのフラックスが心線の周りにコーティングされています。アークの熱で溶接棒の心線が溶け始めると、フラックス(コーティング剤)は、溶接部分を包み込むような形で気化し空気を遮断します。この手法は“被覆アーク溶接”とよばれます。
スラグを取りのぞきかた
溶接し終わるとスラグは取り除かなければいけません。スラグは溶接物とは一体化していないので、少し冷やしてからチッピングハンマーで叩き割り、ワイヤーブラシを使って綺麗に取り除きます。スラグを取り除くと溶接痕の盛り上がりである波形のビードが姿を現します。このビードは溶接物と溶着(一体化)しているので、上手く溶接できたか確認する場合は、スラグを取り除いてからおこないましょう。ちなみにスラグは高温で真っ赤になっているときに叩いても割れません。少し冷えてると簡単に割れて取り除くことができます。
点付け溶接(スポット溶接)
 |
点付け溶接(スポット溶接)
安定してスパークを発生することができたので、点付け溶接の練習をはじめることに。点付け溶接は、文字通り材料同士を点でつなぐ溶接方法です。点付けは、溶接棒をまっすぐ運棒させながら溶接しなくても済むので、突合せ溶接より簡単に感じました。点付け溶接ができるようになればを材料の仮止め、穴が開くような薄い板の溶接、穴を埋めることもできるようです。また、突合せ溶接が難しくてできない場合でも、複数箇所に点付けを行えば、同じように高い強度を得られます。
点付けで穴埋め
溶接は金属同士を繋げるだけでなく、穴を開けることも埋めることもできます。
溶接の穴埋め関連のキーワードで検索していると、単車のマフラーの穴埋めをしている人の記事がたくさんヒットするので、自分もわざわざ平鋼に穴をあけて、覚えたての点付けで穴を埋められるのか挑戦してみました。メーカーがアップロードしている動画のようにスムーズにはいきませんでしたが、穴の周りから慎重に点付けしていき少しずつ埋めていけばちゃんと穴を埋めることができました。
ちなみに最後は、グラインダーに多羽根ディスクを取り付けて盛り上がった部分を平らにしています。
突合せ溶接
 |
|
| スズキッド:アイマックス60(SIM-60) |
フラットバー |
突合せ溶接とは
突合せ溶接とは、二つの鉄板などをつき合わせながら行う溶接方法です。強い強度を得られますが、最初は真っ直ぐで均一の太さの溶接ビードをつくることが非常にむずかしく何度も練習しました。
また、低電圧用溶接棒(1.4mm~1.6mm)だと、もの凄いスピードで溶接棒が溶けていき、1本で溶接できる長さは8cm前後です。さらに、DIY用溶接機は使用時間が20%のモデルが多いので、溶接部分が広範囲の作業では、手棒溶接では不向きだということに気がつきました。
使用時間は、定格使用率20%で2分間溶接して8分間休めなければいけません。この使用率(20%)を溶接棒の本数で示すと、溶接棒を約7本前後も使えばオーバーヒートします。(目安)
運棒法の種類
| ストリンガ法 |  |
| 板厚が薄い場合は速く、太い場合は遅くすすめる。 | |
| ウィービング法 |  |
| 板厚が太い場合やビードの幅をあげたい場合は、ノの字を書くようにすすめる。 | |
運棒法の種類
溶接の運棒法にはいくつか種類があり、溶接する用途や板厚によって適した運棒法で溶接します。単純に進行方向に向けてのみの運棒法をストリンガ運棒法と呼び、溶接物の板厚が薄い場合には穴が開いてしまうので速くすすめ、厚い場合にはゆっくりすすめていきます。溶接物が厚い場合やビードを幅広くしたい場合は、円を描きながら進行方向に向けてすすめていきましょう。



その他にも色々なウィービング法があり、ウィービング方は運棒方向にたいして、上の図のようジグザグに揺動しながら溶接していく方法で、主に厚物の材料の溶接に用います。継ぎ目の方向に対して左右対称に揺動させながら、真っ直ぐ溶接していくのは非常に難しく溶接ビードも汚く投げ出している状態。溶接面と酒を持って職人さんが溶接している作業を見学したいものである。