|
||
| ホームアークナビプラス |
アイマックス60 |
アーキュリー80 |
[dfads params=’groups=7&limit=1′]
| DIY用溶接機 |  |
溶接方法 |  |
溶接のコツ |  |
便利なアイテム | |
 |
ホームアークナビプラス レビュー |
アイマックス60 レビュー |
アーキュリー80 レビュー |
 |
性能比較表 |
アイマックス60
溶接棒を取りかえる手間がなくなった溶接機
半自動溶接機は、このページで紹介している交流溶接機や直流インバーター溶接機と同じアーク熱を利用した溶接方法になります。後者の2つは短い溶接棒をつかって溶接をするので、溶接棒を取りかえる手間がかかり作業効率が悪いものでした。
そこで、効率重視のために開発されたのがこの半自動溶接機です。半自動溶接機は、溶接棒の交換をしなくても溶接作業がおこなえるので、溶接箇所の多い建設現場や工場などで多く利用されています。
溶接棒からワイヤーに進化
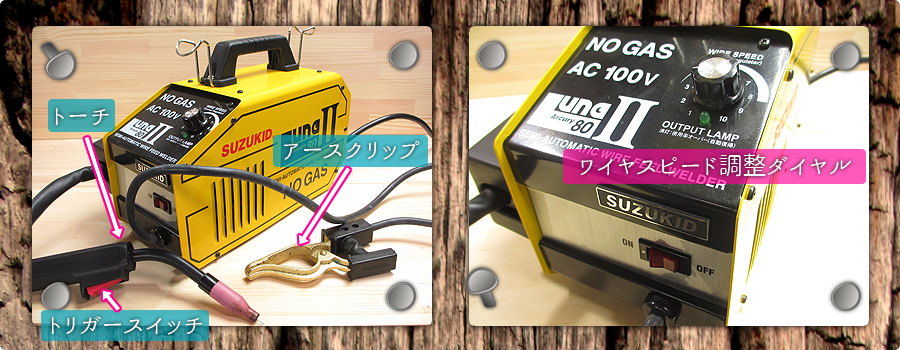
半自動溶接機は、手棒溶接機(被覆アーク溶接機)と似ていますが、溶接棒をくわえるホルダーに違いがあり、トーチ状になっています。このトーチにはトリガースイッチが備わっており、指でトリガースイッチを引くことにより、従来の溶接棒の代わりにワイヤーが自動で供給されます。見た目は普通のワイヤーに見えますが、溶接棒と同じでちゃんと“溶剤フラックス”がふくまれています。このワイヤーは、溶接機のサイドに装着することができます。ワイヤーの長さは約250mあり、12.5m(目安)の長さを溶接することができます。
スパークとアークを発生させる方法
溶接棒を使う手棒溶接機では、タッピング法やブラッシング法でスパークを発生させてからアークにつないでいました。半自動溶接では上記のスパーク発生方法の手順が不要になるので、初心者の方でも簡単にスパークからアークにつなげることができます。
半自動溶接機でスパークやアークを発生させる方法は、トーチにあるトリガーを引くだけです。トリガーを引くとワイヤーが伸びていくので、ワイヤーが溶接物に触れた瞬間にスパークからすぐにアークスタートします。この時のノズル先端と溶接物の距離は1.0~1.5cmとし、トーチを動かさないようにしましょう。
アークを安定させるポイント
手棒溶接の場合は、溶接棒が溶けて短くなっていくので、溶けていくスピードに合わせてホルダを溶接物に近づけながら、運棒させなければいけませんでした。DIY用溶接機で使用できる溶接棒は細いので溶接棒の溶けていくスピードが速く、慣れないうちはアーク長を保つのが難しくアークを安定させるのに練習が必要になります。 それに比べ、半自動溶接機の場合は、ノズル先端を溶接物から1.0~1.5cmほど浮かした状態で、トリガースイッチを引くだけで、誰にでも簡単にアークを継続させることができます。
ちなみにスパークが発生した瞬間にトーチを左右に動かすとアークが途切れることがあります。なので、スパークが発生してもすぐに運棒させず、アークが連続しているのを確認してから運棒させていきます。最初は、ノズル先端が溶接物に近すぎてワイヤーが詰まったりしましたが、溶接できるようになるまでの時間は、手棒溶接とは比較にならないほど速いものでした。
溶接方法
溶接中のノズルの距離と角度。ノーズルの先端は溶接物から約1.0~1.5cmほど距離をとり、トーチは45~60°にかたむけて運棒させていきます。ノズル先端を溶接物から少し離し、トリガースイッチを引くとにより、ワイヤーが伸びていき、溶接物に触れた瞬間にスパークからアークを発生させることができます。
溶接する材料の板厚が薄いと溶接物に穴が開きやすいので、薄い材料では運棒スピードを速くするか、点付けを連続していくような感じで溶接していきましょう。動画では左から右へと溶接をしていますが、ノンガス専用の半自動溶接機なので、運棒方向は左右のどちらからでも溶接することができます。
慣れない内でも一定の距離を保ち運棒させるだけで、簡単に溶接することができました。また、トーチは溶接棒より短いので、手棒溶接よりコントロールがしやすかったです。
機能
 |
ワイヤースピード+電流調整ダイヤル
ワイヤースピード調整ダイヤルを回すことにより、ワイヤーが供給されるスピードを調整することができます。ワイヤーのでてくるスピード(溶ける速さ)は電流に比例しており、ワイヤーのスピードが遅いと電流が低くなり、速いと電流が高くなるので、ダイヤルの調整によってビードの形状や溶け込みも変化します。
上の溶接ビードは5~6で引いたものですが、ダイヤルを1~3に合わせると、このような幅広い溶接ビードを作るのは困難でした。私的にダイヤル6以上は使わないと思いましたので、家具つくったりするようなDIY用途では使用率20%でも作業に支障はでないと思います。
使用率
使用率は20%になっており、10分の間に2分間しか溶接ができないと思っていましたが、10分近く溶接していたのにもかかわらず使用率オーバー防止機能は働きませんでした。調べてみると、ワイヤースピード調整ダイヤルが関係しているようです。スペックに記載されている使用率20%は、電流を一番高くした状態で溶接した数値のようです。私はワイヤースピード調整ダイヤルを半分の5~6で練習していました。ワイヤーのスピードを遅くすると電流も下がります。なので、記載されている使用率より長くつかえたみたいです。
私的にワイヤーが細いので、ダイヤルを6以上あげることはないと思います。家庭用の一般コンセントではダイヤルを上げすぎると、ワイヤーの供給スピードが速くなるだけでなく、10cmくらい進んだところで分岐ブレーカー(20A)が落ちることがよくありました。
ワイヤー

ワイヤーの特徴
ワイヤーは、軟鋼用とステンレス用の2種類があり、写真のものはノンガスワイヤ軟鋼用(PF-01)です。このワイヤーの長さは約250mありますが、250mの長さを溶接できるわけではなく、目安として約12.5m溶接することができます。ワイヤーの径はΦ0.8mmと細いですが、ワイヤスピード調整ダイヤルで電流をあげると溶接ビードの幅は広がります。価格は約3,000円ほどしますが、溶接棒交換の手間や溶接できる長さを考えると私は割高だとは思いません。なぜなら、低電圧用溶接棒の1.6Φ×84本(500g)が約1,500円ですが、DIY用で使える溶接棒は細くなるほど溶けるスピードが早いので、1本で溶接できる長さは10cm以下です。1本/10cmで計算しても3,000円分の溶接棒で2mも溶接することができません。
ワイヤーの取り付け方法
ワイヤーは溶接機本体の側面にリール軸に差し込めるようになっています。取り付け方は少し手間がかかりますが、一度取り付けると次回から説明書を読まなくても着脱が行なえるほど簡単な手順です。注意点が1つあり、丸溝平ナットでワイヤーを固定するまで、常にワイヤーの先を固定するか、ひっぱっておかないと、ワイヤーがばらけてしまうので注意が必要です。もし、ワイヤーがばらけてもまたきつく巻き直せば使えます。
上の動画より、メーカーがアップロードしている動画のほうが分かりやすいです。
手順1.プラスチックカバーを外します。
手順2.M16ワッシャーを差しこみます。
手順3.ワイヤーを差しこみます。
手順4.ステンレスワッシャーを差し込みます。
手順5.バネを差し込みます。
手順6.丸溝平ナットで締めつけます。(逆ネジになっているので左周りで締めつける。)
手順7.ローラー押さえの締め付けダイヤルを緩めを持ち上げます。
手順8.ワイヤーガイドチューブにワイヤーを通します。
手順9.ワイヤーをローラーの溝と穴にはめてローラー押さえを戻し、締めつけダイヤルで固定。
手順10.トーチの先端ノズルとチップを外します。
手順11.スイッチをいれて、トーチの先端からワイヤーがでてくるまでトリガーを引き続けます。
ワイヤーの取り外し方と保管方法
ワイヤーの巻取り方法は、使用頻度が高い場合はそのまま本機にセットした状態でも問題ありません。しかし、長期間ワイヤーをセットしたままだとワイヤーに錆びて使用できなくなるため、ワイヤーがバラけないように押さえながらワイヤ側から引き抜きます。引き抜いた部分はよじれが生じているため、リールに巻き戻しせず切り取って捨てます。
ワイヤー保管方法は、ワイヤーをそのままの状態で保管していると錆びることがあるため、密閉した袋や容器などに乾燥剤(シリカゲル等)と一緒に入れて高温多湿を避けた状態で保管します。
まとめ
溶接が楽しくなる
半自動溶接機は、スパークとアークを簡単に発生させられ、アーク長(距離)も維持しやすいので、簡単と言われていますが、これがはじめての溶接になる場合は、ある程度練習が必要です。何度か練習していると適切な運棒のスピードや溶け込む様子が目で確認できるようになります。この練習時間やコツは手棒溶接機より、短い時間で溶接のコツを習得することができます。
溶接量が多い用途に最適
手棒溶接機の交流溶接機や直流溶接機より高価になりますが、溶接棒交換の手間がはぶけるので、溶接箇所が広い用途では半自動溶接機のほうが適しています。また、スパークやアークの発生も簡単なので、予算に余裕のある人で手軽に溶接をはじめたい方は、半自動溶接機のほうがよいと思います。溶け込みもよく電流の調整が行えるので、小物から家具まで作ることも可能です。
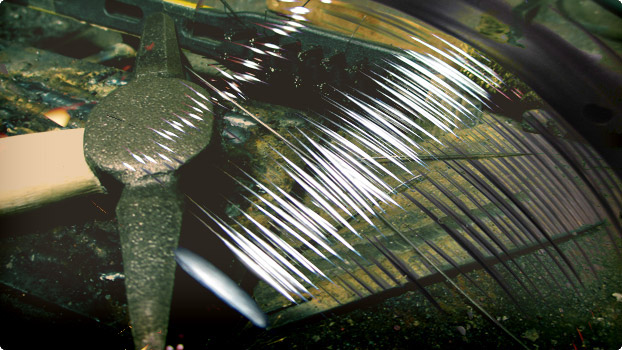
上の写真は(ダイヤル6)私がはじめて私が引いた溶接ビードです。最初に手溶接棒をしていたこともありますが、アークさえ発生させれれば、簡単に溶接することがでるだけでなく、綺麗な溶接ビードを引くことができました。ちなみに、私は不器用なので、両手が自由になる自動遮光溶接面をかぶっています。両手でトーチを固定しているので、手持ちの溶接面だとこんなに真っ直ぐには引けないかもしれません。