|
||
| ホームアークナビプラス |
アイマックス60 |
アーキュリー80 |
[dfads params=’groups=7&limit=1′]
| DIY用溶接機 |  |
溶接方法 |  |
溶接のコツ |  |
便利なアイテム | |
 |
ホームアークナビプラス レビュー |
アイマックス60 レビュー |
アーキュリー80 レビュー |
 |
性能比較表 |
最初に溶接作業でつまづく所
 |
スパークすらできなかった。
これまで溶接作業をしてる職人さんを見ては、溶接棒を溶接物になぞれば、誰にでも簡単に金属同士を溶接できるものだと思っていましたが、実際はそんなに思っているほど甘ちょろいものではなく、はじめはうまくスパークさせることすらできませんでした。また、DIY用の溶接機は100V用なので電圧が低く、電流が不安定な溶接機もあるので、プロ用の溶接機とアークを発生させる方法やコツが異なる場合があります。
②スパークが連続しない。
③溶接棒が溶接物にひっついてしまう。
④溶接したい箇所でスパークさせることができない。
⑤溶接箇所が見えない。
⑥手が震えて溶接棒を上手くコントロールできない。
⑦上手く溶け込まず溶接ビードがやせ細ってしまう。
溶接機と一緒に溶接棒が3本付属されていましたが、この溶接棒で溶接した箇所のスラグを叩き割った瞬間、溶接は簡単ではないという真実(ミミズが這った様なビードが顔をだし)恐怖しました。
最初にぶちあたった壁は上記の7点です。溶接棒に問題があるのだと勝手に妄想し、溶接棒を変えてみたりしましたが結果は何度やっても同じでした。スパークを百発百中できるように練習し、溶接したい箇所でアークを発生させることができるようになれば、溶接の仕上げが汚くても2つの鉄同士を溶着させることができるようになるので、はじめは捨て板などで何度も練習を行なったほうがよいと思いました。
 |
①スパークしない
スパークさせるには2つの方法があり、1つ目は、溶接棒の先端部を溶接物や捨て板などに軽くコツコツと接触させるタッピング法。2つ目は、溶接棒の先端部をマッチで火をつけるときのように擦るブラッシング法があります。ブラッシング法だと、不器用な私でも簡単にスパークさせることができるのですが、スパークさせる方法を知っていても、全くスパークを発生させることができなくなることがあります。スパークしない原因は、溶接棒の心線(金属部分)の周りはフラックス(被覆材)で覆われており、心線の部分を溶接物に擦ったり、コツコツと先端を接触させることでスパークさせることができるのですが、フラックスの中に心線が隠れていたり、スラグが溶接棒先端に引っ付いていたりすると、芯線を溶接物に接触させることができないのでスパークやアークを発生させることができません。
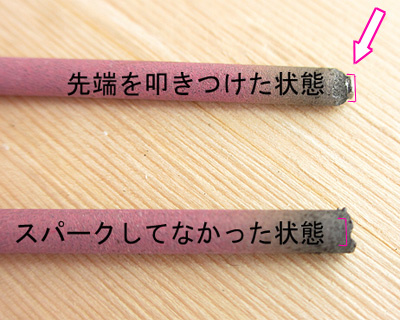
キツツキのように先端を軽く叩きつけてフラックスを割る
なので、捨て板や固い物に溶接棒の先端を垂直に軽く叩きつけて、先端のフラックス(被覆材)を割って剥がして芯線の頭をだすことにより、スパークを発生させられるようになります。
この方法でもスパークしない場合は、溶接物についている錆・塗料・汚れが原因になっているかもしれないので、アースをとっている箇所や溶接する場所をワイヤーブラシで磨くことにより、スパークしやすくなるかもしれません。
 |
 |
| アークの発生 | 低電圧用溶接棒 |
②アークが連続しない。③溶接棒が溶接物にひっついてしまう。
アークが継続しなかったり、溶接棒が溶接物にひっついてしまう場合は技術不足の可能があります。アークが継続しない場合は、アーク長が長くなっている場合があります。アーク長が長くなると「バチバチ」という音から「ボッー」という音に変わるので、慣れてくると溶接中の音で分かるようになります。
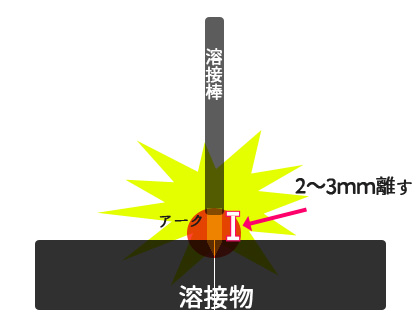
逆にアーク長が短すぎると溶接棒が溶接物にひっついてしまうことがあります。自分の感覚では溶接棒の先を溶接物から2~3mm離す感覚で溶接すれば、アークが途切れることはありません。しかし、コツをつかめてもアークが連続しなくなるときもあり、このときは溶接棒が溶接物にひっつきやすくなりました。これは電圧降下の影響や電流が落ちている可能性が高いので、コンセントにささっている他の電化製品のプラグを抜いたり、ブレーカーの近くにあるコンセントを使ったりすることで安定するようになりました。
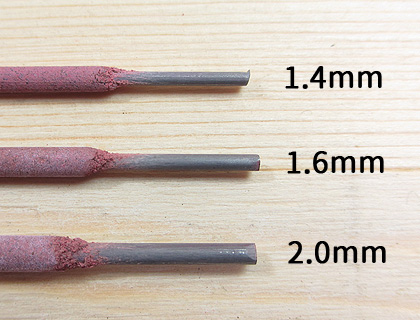
それでもアークが安定しない場合は、低電圧用溶接棒1.6mmから1.4mmのものにかえると、スパークが安定するようになりました。どうしても1.6mmが使いたいのであれば、下で紹介する昇圧トランスを利用したほうがよいと思います。ちなみに、延長コードを使用している際にだけアークが連続しない場合は、電圧降下(ドロップ)の影響を受けるので、太い電線(3.5mm)の延長コードやコードリールを使用したほうがよいでしょう。
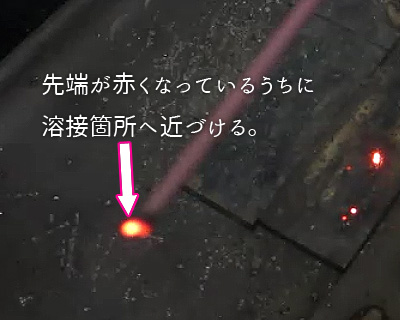 |
④溶接したい箇所でアークを発生させることができない。
電圧が低いせいなのか、タッピング法では溶接したい箇所からアークさせることができない溶接機もありました。溶接部分をワイヤーブラシで磨くと解決することもありますが、それでもスパークしない場合もあります。何度も練習していて気がついたのですが、溶接棒の先端が高温(赤くなっているとき)はアークが発生しやすかったので、捨て板などを近くに置いておいて、捨て板に溶接棒をマッチのように擦りながらスパークさせて溶接棒の先端を赤くします。次に溶接棒の先端が赤くなっている間に、素早く溶接箇所に溶接棒の先端を近づけると簡単にアークを発生させることができました。
この一連の動作慣れてくると、スパークやアークの発生でつまづくことはほとんどなくなりました。
 |
|
| 自動フィルター溶接マスク 炎 |
|
⑤溶接箇所が見えない。
付属されている手持ちの溶接面を顔に当てると、視界が闇の世界に変わりほとんどなにも見えません。なので、スパークさせた光を頼りにして、溶接箇所に溶接棒の先端をもっていかなければいけませんが、これが素人で不器用な自分には難しく、全く違うところを溶接することもありました。
しかし、現在は自動遮光溶接面が非常に廉価で販売されており、私が購入したものは、見た目はあれですが3,700円で販売されていました。自動遮光溶接面は、何もしていないときは視界が明るくなっていますが、アーク光が発生した瞬間に自動で遮光されるので、溶接したい箇所から素人でも簡単にアークを発生させることができました。
また、ヘルメット式なので左手が自由になり材料を押さえたりすることもできる利点もあります。

ワークライト
自動遮光溶接面を装着しても、上から覗き込んで溶接する場合は、頭が上からの照明の陰になり溶接箇所が見えにくいこともありました。この場合は、サイドからワークライトで溶接箇所を照らすと、金属同士の継ぎ目も溶接棒の先端も非常によく見えるようになりました。自分は、電動工具のバッテリーを持っているので、日立工機の充電式ワークライト(白色LED)で溶接箇所を照らしています。
 |
 |
| 電圧降下の影響をまとめた表はこちらから。 | ブレーカー |
⑤上手く溶け込まず、溶接ビードがやせ細る。
スパークやアークが安定するようになり喜んだのもつかのま、DIY用の交流溶接機は溶け込みが悪いので、溶接ビートが痩せた畑にいるようなミミズのように細く、材料同士を溶着させるのが困難に。
電圧降下が影響でない場合、運棒の速度をゆっくりにして、アーク長を近づければ太くなるのですが、低電圧用溶接棒は溶けるスピードが尋常じゃないほど速いので、運棒のスピードよりアーク長のほうに気を使ったほうがよい結果がでました。
運棒のスピードやアーク長に気を使っても溶接ビードが細く突型になっている場合は、材料が溶接できる厚さの限度を超えているか、電圧降下の影響が問題になっている可能性が高いので、ブレーカー近くのコンセントから電源をとり、他の電化製品の電源プラグを抜いてみましょう。
また、延長コードから電源をとった際にだけ、ビードが細くなるのであれば、延長コードの電線をさらに太いΦ3.5mmのものに変えて、電圧降下の影響を小さくすると解決するかもしれません。
 |
|
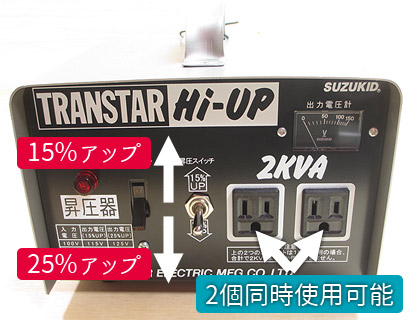
| 15%UPと25%UPの2種類選択可能 | 昇圧トランス:SHU-20D |
電圧をアップさせる昇圧トランス
それでも解決しない場合は、コンセントからの電力が不足しているかもしれないので、昇圧トランスを介して電源をとります。昇圧トランスから電源をとると出力電圧を15%か25%に引きあげることができます。
例えば入力電圧が100Vだった場合は(115V~125V)。電圧が低く入力電圧が87Vだった場合は(100V~109V)にまであげることができます。
私はもう少し溶接ビードを太くしたいと思い、昇圧トランスを購入しました。価格が1万円前後するものなので、どうなるか不安でしたが、溶け込みがよくなり、雑ではありますが写真のように溶接ビードが太くなり満足。また、電圧があがると溶接機の種類によっては、スパークの発生も非常に簡単になり、タッピング(コツコツ)のみでアークの発生につなげることもできるようになりました。

⑥手が震えて真っ直ぐ溶接できない。
鉛筆を持って綺麗な字を書こうとしたときに、鉛筆を持っている手を浮かして書くより、手を机の上に置きながら書いたほうが、手がしっかり固定されるので綺麗な字を書けると思います。私は手が震えやすいのですが、溶接の場合も鉛筆と同じでホルダを持っている右手を左手を添えて固定すれば、ブレが軽減されコントロールが向上しました。しかし、この方法は両手が自由になるヘルメット型の溶接面をかぶる必要があります。その他に脇をしめることによって上腕が上半身と密着するので、さらに手の固定力があがります。
それと、家庭用の溶接機はホルダがチープな作りで質量が軽すぎるので、重量のある重いホルダに変えると溶接しやすくなるかもしれません。電動工具なんかも最近はコンパクト&軽量化重視になっていますが、質量が軽いと力をいれてもブレやすくなってしまうことがあります。

ワークライトを進行方向に設置する。
溶接物を見下ろしながら溶接をしていると、上の照明の光が頭や体の影になって、継ぎ目が見えなかったり、見難くなる場合があります。この場合、LEDライトなどを運棒の進行方向に置くと、つなげたい金属同士の継ぎ目がはっきり見えるようになるので、継ぎ目を追いながら溶接すればビードも真っ直ぐにひけるようになりました。ちなみに、自分は日立工機の充電式ワークライトを置いています。

溶接棒が短いほどブレない。
練習をしていると気がついたのですが、溶接棒が長いほどブレやすく、短くなるほどコントロールがしやすくなりブレなくなります。なので、失敗が許されないおよび綺麗にしあげたい場所を溶接する場合は、溶接棒を半分位にカットしてしまうか、大事な場所を溶接するときのために、半分近く消耗した溶接棒を別の容器にいれて取っておいたほうがよいかもしれません。溶接棒は湿気に弱いので気をつけます。
自分は生まれつき手が震えやすいので、まだビードがぶれてしまいますが、何度も練習すればコツが分かってきて、だいぶましになってきたので、練習することが一番大事だと思います。
低電圧用溶接棒は一般的な溶接棒より高価で、溶けるスピードが速いので練習するとすぐになくなります。なので、練習したい場合は、200gの溶接棒より、500gや1kgの溶接棒を購入した方がお買い得です。
※Φ2.0×200g(\740) Φ2.0×500g(\950) Φ2.0×1.0kg(\2120) 2014年